Dec 12, 2023 | Blog
Üretim Yönetim Sistemi ile Endüstri 4.0 ismi verilen dördüncü nesil sanayi devrimi bir bütünün ayrılmaz iki parçası haline geldi. Gelişen teknoloji ile birlikte fabrikalar daha akıllı, üretimler daha dijital ve üretimin her anı takip edilebilir duruma geldi.
İster orta ölçekli kobi olsun ister devasa üretim tesisleri olsun, hepsinin temelinde mutlaka üretim yönetim sistemi (MES Sistemi) vardır. Ancak bu üretim yönetim sisteminin ne kadar sağlıklı çalıştığı, ne kadar verimli olduğu ve ne kadar izlenebilir olduğu sorgulanmalıdır. İşte Endüstri 4.0 teknolojisi bize bu üretim yönetim sistemi için gerekli tüm alt yapıyı oluşturmada yardımcı oluyor.
- Yapılan üretim ne kadar?
- Fire oranı ne kadar?
- Üretim planı nedir?
- Hangi makineler çalışıyor?
- Hangi makineler duruyor?
- Duran makinelerin duruş sebebi nedir?
- Duruş süresi ne kadar üretim kaybına neden oldu?
Tüm bu soruların cevabını tek bir tuşla öğrenebilirsiniz. ↓↓↓

Endüstri 4.0 ile Üretim Yönetim Sistemi anlık veriler ile tüm soruların cevabını alarak bütün üretim sürecini kolaylıkla yönetmeye olanak sağlar.
Üretim Yönetim Sistemi ile Hangi Süreçler Yönetilebilir?
Üretim Yönetim Sistemi (MES) ile üretimin her aşaması, imalatın her safhası kolaylıkla izlenebilir ve yönetilebilir.
- Üretim planlamasının yapılması ve yapılan planlamada yapılan değişiklerin takibi,
- Toplam üretilen ürün miktarının ve sakat ürün bir başka deyişle defolu ürün miktarının takibi,
- Ürün çeşitliliği bazında hangi üründe nasıl bir verimlilik elde edilmiş,
- Ne kadar hammaddeye ihtiyaç var?
- Ne kadar hammaddeyle ne kadar üretim yapılabilir?
- Üretimi tamamlamak için ne kadar daha hammaddeye ihtiyaç var?
Üretimin her anı izlenip yönetilebildiği için, yalın üretimin temeli olan stoksuz çalışmanın da ilk adımı böylelikle atılmış olmaktadır.
Bulut tabanlı üretim yönetim sistemi sayesinde verilerin kaybolması gibi bir risk de ortadan kalkmaktadır. Üstelik Sepex paketleri her türlü işletmenin her türlü ihtiyaçlarını karşılayacak şekilde hazırlanmıştır.
mes avantajları
Üretim Yönetim Sisteminin Sağladığı Faydalar Nelerdir?
- Bulut tabanlı bir sistem olduğu için verilerin çalışması, bozulması veya kaybolması gibi bir durum ile karşılaşılmaz.
- Verilerin yedekleri otomatik alınır ve ihtiyaç anında kullanılır.
- Periyodik olarak belirlenen zamanlarda veya istenilen her anda veri toplanabilir, rapor çekilebilir.
- Limitsiz kullanıcı özelliği ile tüm yöneticilerin üretim süreçlerini takip etmeleri sağlanabilir.
- Verimlilik raporları alınabilir.
- Üretimin her anı canlı olarak izlenebilir.
- Üretim alanının ihtiyaçlarına göre yeniden dizayn ve teşebbüs hazırlanabilir.
- Kiralanabilir bir sistem olmasından dolayı ilk kurulum maliyeti olmaz.
- Sistematik raporlamalar sayesinde üretimin her anında, her alanında anlık raporlar alınabilir.
- Kolay kurulum, entegre ve kullanım özellikleri sayesinde üretim tesisine uygulanırken hiçbir üretim kaybının yaşanmasına neden olmaz.
Bu ve buna benzer birçok nedenden ötürü kobiler, fabrikalar ve imalat tesisleri acil olarak üretim yönetim sistemi ile tanışmalıdır. Yöneticiler; MES için harcanan parayı bir masraf olarak değil, tamamen kendini amorti eden bir yatırım olarak görmelidir. Çünkü Sepex sistemi ile verimliliğin arttığı, üretimde fire oranlarının düştüğü göz önüne alınmalıdır. Böylece buna ayrılan bütçenin kısa zaman sonra işletmeye kâr olarak döndüğü çıplak gözle dahi görülebilecektir.
Nov 13, 2023 | Blog
Birçok insan bir restoranın önünden geçerken cep telefonlarına o restoran ile ilgili bir kampanya veya karşılama mesajı gelmesine şaşırmıştır. Ya da sinemada film izlerken bir indirim mesajıyla karşı karşıya kalmışsınızdır. Bunların hiçbiri tesadüf değil, tamamen Beacon teknolojisi sayesindedir. Beacon, Nesnelerin interneti IoT teknolojisinin gelişmesiyle ortaya çıkan; bluetooth radyo teknolojisinin biraz daha kişiselleştirilmiş halidir.
Beacon Teknolojisi
Beacon ismi yabancı gibi gözükebilir. Ancak bu sistem ile birçok yerde karşı karşıya gelmişsinizdir. Müşterilerin konum, alışkanlık ve davranışlarına ulaşan bu teknoloji, hizmetleri de o yönde şekillendirmektedir. Android ve IOS uyumlu olan cihazların, mağazalarda Beacon cihazları dinleyip, almış oldukları sinyallere göre tepki vermesidir.
Beacon sistemi yay takip ile navigasyon, otobüs seferleri ve de güzergâhları hakkında bilgi edindirme servisidir. Genel olarak GSM şirketleri ile mağazalar tarafından kullanılan bir sistemdir. Cihazların arasında herhangi bir bağlantıya gerek kalmadan BLE sayesinde 50 metreye kadar müşterilerin konumu izlenebilir. Ayrıca düşük enerji tüketimi ile avantaj ve verimlilik sağlamaktadır.
Bu teknoloji, akıllı fabrikalarda cihazların anlık haberleşmesi için de kullanılmaktadır. Cihazlar arasındaki anlık haberleşme sayesinde üretim bandındaki hataya anlık olarak müdahale etmek mümkündür. Bu sayede hatalı ürün çıkması engellenmektedir. Ayrıca parça değişimi, periyodik bakımları da önceden görmenize olanak sağlamaktadır. Fabrikanın üretim bandına yerleştirilen üretim otomasyon cihazlarına kurulan bu sistem sayesinde üretim verimliliği de artmaktadır.
Beacon cihazların yerleştirildiği alanlarda telefonların id’si ile iletişim sağlanmak istenen uygulamanın hayata geçirilmesi sağlanmaktadır. Düşük enerjili Bluetooth teknolojisi kullanılarak konum tabanlı bir etkileşim teknolojisi hizmeti sağlamaktadır. Yapılan araştırmalar neticesinde 2018 yılının sonunda Amerika Birleşik Devletleri’nde 4,5 milyon Beacon vericisinin aktif olarak bu teknolojiyi kullandığı belirlenmiştir. Tüm dünyada bu teknoloji ile uyumlu bir şekilde çalışabilecek 570 milyon IOS ve Android cihazlar bulunmaktadır.
Beacon Sistemi Nasıl Çalışır?
Beaconlar, küçük, düşük güç tüketen cihazlardır ve genellikle Bluetooth düşük enerji (BLE) teknolojisi kullanırlar. İşlevleri, çevresindeki diğer cihazlara sinyal göndermek ve bu sinyali algılayan cihazlar aracılığıyla etkileşim kurmaktır.
- Sinyal Gönderme: Belirli aralıklarla kısa mesajlar veya sinyaller yayınlar. Bu sinyaller, çevredeki akıllı telefonlar veya tabletler gibi uyumlu cihazlar tarafından algılanır.
- Konum Belirleme: Bu teknoloji sayesinde cihazların konumlarını belirlemelerine yardımcı olur. Özellikle kapalı mekanlarda, kullanıcıların hangi bölgede olduklarını hassas bir şekilde tespit edebilirler.
- Etkileşim Oluşturma: Beaconlar, cihazlarla etkileşim kurarak kullanıcılara içerik sunabilir, promosyonlar sağlayabilir veya rehberlik yapabilirler.
Beacon Teknolojisinin İşletmelere Sağladığı Avantajlar
- Müşteri Deneyimi İyileştirmesi: Bu sistemler ile, mağazalar veya etkinlikler gibi fiziksel mekanlarda müşteri deneyimini kişiselleştirmek için kullanılmak mümkündür. Örneğin, bir mağaza içinde gezinirken müşterilere özel indirimler veya ürün önerileri sunabilirler.
- İçerik Pazarlama Stratejilerini Geliştirme: Beaconlar, işletmelerin içeriklerini hedeflenmiş bir şekilde sunmalarına yardımcı olmaktadır. Müşteriler belirli bir konumdayken, ilgili içerik veya promosyonlar otomatik olarak göndermektedir.
- Verimlilik Artışı: Beaconlar, işletmelerin iç mekanlarda varlık izleme ve envanter yönetimi gibi operasyonel süreçlerini optimize etmelerine yardımcı olmaktadır.
beaconda güvenlik nasıl sağlanır
Beacon Teknolojisi ve Güvenlik
Beacon teknolojisi, müşteri deneyimini iyileştirirken, kullanıcıların gizliliğini de korumak önemlidir. Bu nedenle, işletmeler bu teknolojiyi kullanırken gizlilik politikalarına ve yönetmeliklere uymalıdırlar. Kullanıcılardan izin almak ve verileri güvenli bir şekilde saklamak büyük bir önem taşır. Beacon sistemi, işletmelerin müşteri deneyimini iyileştirmesi, içerik pazarlama stratejilerini geliştirmesi ve verimliliği artırması için güçlü bir araçtır. Ancak bu teknolojiyi kullanırken gizlilik ve güvenlik konularını göz ardı etmemek önemlidir. Beacon sistemi, işletmelerin rekabet avantajını artırabilir ve geleceğin iş dünyasında daha fazla rol oynayabilir.
Sık Sorulan Sorular
Beacon teknolojisi nerede kullanılır?
Beacon Teknolojisi, perakende mağazaları, etkinlik mekanları, müzeler, havaalanları ve daha birçok farklı alanda kullanılabilir.
Beaconlar nasıl enerji tasarrufu yapar?
Bluetooth düşük enerji (BLE) teknolojisi kullanarak düşük güç tüketirler ve pil ömrünü uzatırlar.
Hangi tür içerikler sunulabilir?
Beaconlar ile kullanıcılara promosyonlar, ürün bilgileri, yerel etkinlik duyuruları ve daha fazlası gibi çeşitli içerikler sunulabilir.
Beacon teknolojisi ile güvenlik nasıl sağlanır?
Beacon Teknolojisi kullanılırken kullanıcıların gizliliği ve veri güvenliği korunmalıdır. İşletmeler, veri güvenliği önlemleri alarak ve kullanıcılardan izin alarak bu konuda dikkatli olmalıdır.
Bu teknoloji hangi işletme türleri için uygundur?
Beacon teknolojisi, perakende, otelcilik, etkinlik yönetimi, müze ve turizm gibi birçok farklı işletme türü için uygundur.
İşletmeler İçin Beacon Teknolojisi Neden Önemlidir?
Akıllı telefonların kullanım sayısı her geçen gün artmaktadır. Dijital alanda sosyal medya kanallarını yoğun bir şekilde kullanan tüketiciler için dijital dünya ile fiziksel dünyanın kesişmiş olduğu teknolojiler çok büyük önem taşımaktadır. Düşük enerji sağlayan beacon sistemi sağladığı verimlilik ve karlılık ile kullanıcılarına büyük avantajlar sağlamaktadır. İstenilen her alana rahatlıkla yerleştirilebilen sistem, yeni nesil cihazlarda ağırlıklı olarak çalışmaktadır.
Fabrikaların bu teknolojiyle donatılması oldukça önemli bir husustur. Tüm cihazların birleriyle iletişim halinde olmasına olanak sağlamaktadır. Master cihazda toplanan tüm cihazların anlık verilerine ulaşabilmeniz ve anlık olarak izlemeniz mümkündür. Hatta Cormind ekibi olarak master cihazı bulut teknolojisiyle birleştirip bu verileri uzaktan anlık olarak okunmasını sağlamaktayız. Ayrıca Sepex sistemimiz ile ile uzaktan fabrikanızdaki cihazlarınıza anlık müdahale etme imkânı da bulabilirsiniz. Bu teknoloji ile alakalı aklınıza takılan soruları bize sorabilir, bu teknolojiden faydalanmak için bizimle iletişime geçebilirsiniz.
Nov 1, 2023 | Blog
Sanayiciler için üretirken para kazanmanın formülü, üretimde fire oranını düşürmektir. Kaliteden ödün vermeden maliyetleri düşürmek, sektörde başarının yolunu açar.
“Üretim yaparken para kazanmak” sanayicilerin ve üreticilerin sıklıkla kullandığı bir deyimdir. Üretim yaparken para kazanmanın birkaç yöntemi vardır. Örneğin, maliyetleri minimum seviyeye indirmek üretim yaparken para kazanmak demektir. Ayrıca üretimde fire oranını düşürmek de kayıpların önüne geçmeyi sağlar.
Maliyetleri düşürmek, kâr marjını arttırmak demektir. Ancak bu noktada dikkat edilmesi gereken en önemli husus, kaliteden ödün vermeden maliyetleri düşürmek gerekir. Eğer maliyeti düşürürken kaliteyi düşürürseniz değil para kazanmak para kaybetmek bile mümkündür. Kaliteyi düşürmek, mevcut müşterilerden birini veya birkaçını kaybetmek anlamına gelir.
Üretimde fire oranını düşürmek ve olabildiğince alt seviyelerde tutmak, üretirken para kazanmak için dikkat edilmesi gereken önemli bir konudur. Fire oranı yüksek olursa maliyet artar, hammadde kaybı yaşanır ve hatta ekstradan hammadde masrafının doğmasına neden olur. Bu noktada üretimde fire oranları için bir hedef belirlenir ve bu hedef minimum seviyede olur ise ‘üretirken para kazanmak’ terimi tam anlamıyla gerçekleşmiş olur. Fire oranını takip edebilmek, kontrol altında tutabilmek ve hatta fire oranında başarıyı yakalayabilmek için üretim otomasyonu şarttır.
Üretimde Fire Oranını Düşürmek Kontrolünüzde!
SepeX ile Fire Oranı Her An Elinizin Altında Olur!
Sepex fabrika işletim sistemi sayesinde üretimin her aşamasını kontrol altında tutabileceğiniz gibi fire oranlarını da kontrol edebilirsiniz. Son dönemlerde üretim yaparak ivme kazanan kurum ve kuruluşlar dikkatle incelendiğinde endüstri otomasyonu veya üretim yönetimi gibi teknolojinin nimetlerinden faydalanan şirketler olduğunu rahatlıkla görebilirsiniz. Yalnızca fire oranı değil, doğru zamanda elde edilen doğru veriler ile üretimin her aşamasını kontrol altına almayı başaran firmalar, sektörel olarak en başarılı olanlar arasında yer alıyor. Buna göre doğru raporlama, doğru veriler, doğru zamanda müdahale, doğru analiz gibi üstün yetenekli Endüstri 4.0 teknolojisi ile tanışmak ve hatta üretim hayatının vazgeçilmez bir üyesi yapmak kaçınılmazdır. Ancak otomasyon tek başına yeterli değildir.
Bu teknolojiyi tam randımanlı bir şekilde fabrikaya / üretim tesisine entegre edebilmek için her yönü ile ele almak gerekir. Örneğin, bulut teknolojisini içerisinde barındıran SepeX ile üretime ait her aşamayı online olarak an be an takip edebilirsiniz. Her türlü veriye, istediğiniz her araçtan, istediğiniz her yerden ulaşabilirsiniz. Diyelim ki, bir toplantı için şehir dışına çıkmanız gerekiyor ancak aklınız üretimde, o vakit cep telefonunuz, tabletiniz veya bilgisayarınız yardımıyla, online bir şekilde üretim ile alakalı her türlü bilgi ve belgeye anında ulaşabilirsiniz.
Fabrika kurmak zor ancak onu verimli ve üretken bir şekilde yönetebilmek daha da zordur. Bu zorluğu başarabilenler kazançlı olurken, başaramayanlar kısa zamanda kepenkleri indirmek zorundadır. O halde yapılması gereken en akıllı yatırımlardan birisi SepeX teknolojisi ile birlikte üretime güç katmak olacaktır.
- Üretimi sağlıklı bir şekilde yönetmek,
- Üretimde verimliliği arttırmak,
- Üretimde fire oranını en alt seviyeye çekmek,
- Doğru verilerle, doğru raporlara erişebilmek,
- Uzaktan veya yakından üretimi tam anlamı ile takip edebilmek için; SepeX Teknolojisi ile tanışın:
Oct 25, 2023 | Blog
EtherCAT, bugüne kadar en iyi endüstriyel ağ olarak kabul edilen açık endüstriyel gerçek zamanlı ve deterministik bir ethernet Fieldbus standardıdır.
EtherCAT, kontrol ve sistem mühendisleri ve makine kontrol çözümleri için; sağlam, yüksek hızlı gerçek zamanlı bir ağ olarak giderek daha popüler hale gelmektedir. Belirleyici ve yüksek hızlı güncelleme oranları ve tüm ağ cihazlarının son derece hassas senkronizasyonu ile, makine üreticileri ve sistem entegratörleri, en yüksek performans seviyesini korurken tam bir makine kontrol çözümü oluşturmak için EtherCAT kullanan özel hareket ve makine kontrol platformlarından yararlanabilir.
EtherCAT Avantajları Nelerdir?
Profibus, DeviceNet ve ModbusTCP gibi pek çok tanınmış ağdan daha hızlı büyüyerek öne çıkmıştır. Otomasyon cihazları tedarikçileri, performansı ve esnekliği arttırmak için EtherCAT‘i kendi cihaz uygulamalarında kullanabilmektedirler. Son kullanıcılar ve otomasyon sistemi tasarımcıları, özel ihtiyaçlar için kendi EtherCAT uyumlu cihazlarını uygulamaktadır.
Aşağıdaki avantajlar, EtherCAT‘in hareket kontrolü ve otomasyon alanlarında bu kadar hızlı büyümesinin sebeplerinden bazılarını içermektedir.
Yüksek Hız ve Deterministik
EtherCAT, endüstriyel otomasyon uygulamalarında inanılmaz hızlı çevrim süresi için itici bir etken olan “anında çalışan ethernet” ilkesini temel alır. Tipik bir ethernet ağında: her bir cihaza ethernet çerçeveleri (veri paketleri) gönderilir, burada cihaz daha sonra verileri okur ve merkeze bir cevap geri göndermektedir. Bu işlem, tüm cihazlar güncellenene kadar ağdaki her cihaz için tekrarlanır. Toplam ağ döngüsü süresi, tüm yanıt sürelerinin toplamı olacaktır ve deterministik değildir.
Bazen, birden fazla cihaz mesajı, bir ethercat – master‘in önceliğe göre tahkim ve organize olmasını gerektirir. Böylelikle döngü süresine gecikme ekleyerek bir diğerini kesintiye uğratabilmektedir. EtherCAT ağında, ana üniteden bir çerçeve gönderilir ve ilk bağımlı cihaz çerçeveyi aldığında; anında verileri adresiyle birlikte alır ve herhangi bir yanıt verisi yazar. Bu, çerçevenin ihmal edilebilir bir zaman gecikmesiyle tüm birimlerden etkili bir şekilde geçtiği ve daha sonra merkeze geri döndüğü anlamına gelir. Ethernet işlemine ek olarak EtherCAT, ağdaki her cihaz için bir çerçeve gerektirmek yerine; birden fazla cihaz için giden ve gelen verilerin tek bir ethernet çerçevesinde birleştirilmesine izin vererek bant genişliğini de optimize etmektedir.
Çok fazla sürücüye, I/O ve diğer cihazlara sahip ağlar için, iletim ek yükü bu yaklaşımla önemli ölçüde azaltılabilir. EtherCAT’in bu verimli ağ tasarımı, çok eksenli servo makine kontrolü gibi yüksek bant genişliği uygulamaları için idealdir.
64 sürücüyü ve birçok I/O aygıtını örnekleme ve güncelleme 250 mikrosaniyeden daha az sürede yapılabilmektedir!
Sıkı Senkronizasyon
Çok eksenli hareket kontrol ağları, çok boyutlu hareket yörüngelerinin fiziksel alanda doğru şekilde yürütülebilmelerini sağlamak için bağımsız aygıtların senkronizasyonuna büyük ölçüde bağlıdır. Bir ağdaki tüm cihazları senkronize etmek için cihazlar arasında iletim süreleri, hesaplanması ve telafi edilmesi için farklı cihazlarda birçok zaman gerekir. EtherCAT standardı bunu dağıtılmış saatler adı verilen bir mekanizma ile gerçekleştirir. Dağıtılmış tüm saatler arasındaki faz kayması 0,1 mikrosaniyeden daha az olmaktadır.
Düşük Maliyetli
EtherCat, seri üretilen ethernet iletişim cihazlarından ve tüm PC tarafından maliyeti en aza indirmek için kullanılan kablolardan yararlanmaktadır. Slave cihazları düşük maliyetli bir kontrol cihazı gerektirmektedir.
Esneklik
- CoE (EtherCAT üzerinden CANOpen)
- EoE (EtherCAT üzerinden Ethernet)
- FoE (EtherCAT üzerinden Ethernet Transferi)
- SoE (EtherCAT üzerinden Servo Sürücü)
- FSoE (EtherCAT üzerinden Güvenlik)
dahil olmak üzere çok çeşitli standart uygulama katmanlarını desteklemektedir. Bu, birden fazla satıcının aynı uygulamalar ile tam uyumlu cihazlar kullanmalarını sağlamaktadır.
Ayrıca, VoE‘yi (EtherCAT Üzerinden Satıcıya Özel Protokol) desteklemektedir. Üreticilerin, standart bir uygulamadaki genel giderlerin tolere edilemeyeceği özel bir yüksek hızlı çok eksenli kontrol platformu gibi çok yüksek bant genişliği uygulamaları için kendi protokollerini uygulamalarına izin vermektedir.
Satıcılar esnekliklerini korurken en verimli çözümü sağlamak için cihazlarını eşzamanlı olarak açık standart ve özel uygulamalarını destekleme kabiliyeti ile donatabilirler. Geleneksel olarak; en yüksek performanslı özel hareket kontrol cihazları, merkezi bir kontrolör platformunda uygulanmaktadır. Bu, kontrol ünitesinin tüm eksenlerin servo güncellemelerini tamamen senkronize etmesine ve böylece çok eksenli hareket yörüngelerinin gerçekten koordine edilmiş bir şekilde yürütülebilmesine olan ihtiyaçtan kaynaklanmaktadır.
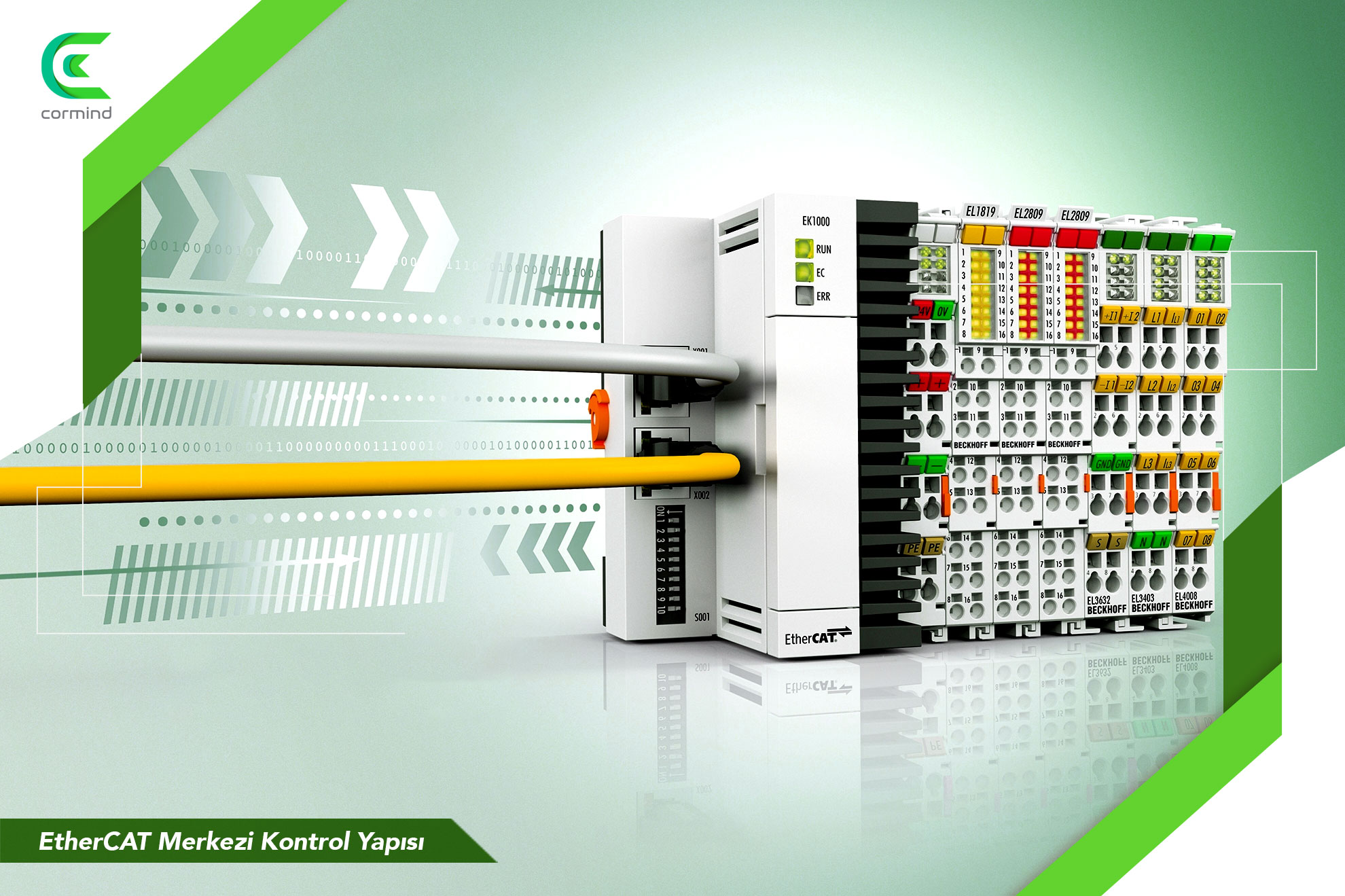
EtherCAT Merkezi Kontrol Yapısı
Merkezi kontrol yapısı, hareket kontrolörü algoritmalarının esas olarak merkezi işlemcinin hızında gerçek zamanlı harekete veya servo ile ilgili verilere erişimi sağlamaktadır. Bununla birlikte, merkezi işlemci mimarisi, eksen miktarı arttıkça kaynak yetersizliğinden müzdariptir. Eksenler eklendikçe, gerçek zamanlı kontrol için mevcut işlemci kaynakları daha fazla eksene dağıtılmalı ve sıklıkla servo güncelleme oranları ve sonuçta performans düşürülmelidir. Bu dezavantajla mücadele etmek için, ACS Hareket Kontrolü benzersiz bir dağıtılmış işlemci mimarisi kullanmaktadır. Bu mimari, gerçek zamanlı kontrol dışındaki tüm makine kontrol görevlerini yerine getirmek için güçlü bir PC tabanlı Makine İşlemci Ünitesine (MPU) dayanmaktadır. Zorlu gerçek zamanlı kontrol algoritmaları, SPi adlı özel Servo İşlemciler tarafından gerçekleştirilmektedir. Her servo işlemci bir veya iki ekseni kontrol etmektedir. Bu yaklaşımla, eksenler eklenirken, her zaman sabit bir 20kHz örnekleme ve güncelleme oranını eksen sayısı bakımından bağımsız olarak koruyarak daha fazla servo işlemcisi eklenmektedir.
EtherCAT İşlemci Mimarisi
Bu mimarinin, yüksek performanslı koordine hareket kontrolü sağladığı kanıtlanmıştır. MPU ve Servo İşlemciler arasında yüksek düzeyde senkronize ve hızlı veri aktarımı sağlamak için PCI gibi özel bir yüksek hızlı bilgisayar veri yolu gereklidir. Bu tip bir veri iletişimi fiziksel bir sınırlama getirmektedir. MPU ve SPi yongaları birbirlerinden birkaç inç uzakta durmalıdır. EtherCAT’in MPU (EtherCAT Master olarak da görev yapar) ve Servo İşlemciler (sürücüleri kontrol eden) arasında büyük mesafe sağlamak için kullanıldığı yer burasıdır.
EtherCAT tabanlı dağıtılmış işlemci mimarisi, merkezi bir yapının gücüne ve dağıtılmış bir ağ çözümünün avantajlarına sahip bir kontrol platformu uygulamak için gerekli bant genişliğini, senkronizasyonu ve fiziksel esnekliği sağlamaktadır. ACS MC4Unt, bu yaklaşımı 20kHz örnekleme ve güncelleme oranına sahip 64 adete kadar zorlu ve oldukça koordineli ekseni kontrol etmek için kullanmaktadır.
Standart bir merkez üzerinden ethernet (COE) protokolü kullanarak, motor sürücüleri ve bu standarda uygun I/O modülleri dahil olmak üzere birçok satıcı cihazının entegrasyonuna izin vermektedir. Makine üreticisi ve sistem entegratörü, gerçekten güçlü ve yüksek performanslı bir hareket kontrolü çözümü uygularken; piyasaya maliyet ve zamanı en aza indirgemek için uygulama geliştirme ortamını sağlar. Ve güçlü hareket programlama dilini ve özel kontrol platformunun araçlarını kullanabilmektedir.
Oct 24, 2023 | Blog
Endüstri 4.0 Sanayi Devrimi ile iş süreçlerini gerçekleştirmek, takip edebilmek ve yönetebilmek için artık “daha az” insana ihtiyaç duyuluyor. Üretim bandı ve tedarik zinciri daha süratli ve akıllı bir yapıya kavuşuyor, maliyetler düşüyor, gelirler ve kâr artıyor. İnsana gereksinimi azalttığı için enerji tasarrufu sağlayan, çevre dostu, insanın fiziksel kuvvetini değil zekâsını ve eğitimini önemsediği için insana değer veren bir devrim olarak nitelendiriliyor.
8.yy’da buhar kuvvetinin bulunması ile başlayan ve 19. yy ortalarına kadar devam eden 1. Sanayi Devrimi ile dünya endüstrileşmeye başladı. Kömür ve demir yolları, buhar kuvvetinin yardımıyla tarım topluluklarının endüstri topluluklarına geçişini hızlandırmıştı. İnsanların şimdilik asli gereksinimleri olan tekstil, besin ve tüketim ürünlerinin üretiminin bireysel ve ufak yapımcıların elinden seri üretim yapan yapımcıların eline geçmesi ile yaşandı. Genellikle su ve buhar kuvvetinin üretimde kullanılması, buharlı gemilerin imal edilen malları uzak sömürgelere taşıyabilmesi, İngiltere’yi kısa sürede büyük bir imparatorluk hâline getirdi.
1870’lerde ise 2. Sanayi Devri başlamış fakat bu sırada kömürün ekolojik çevreye ve insan sağlığına verdiği zarar göz önüne alınarak elektrik ve petrokimyasal maddeler öne çıkarılmıştı. Madenlerden de demir ve çelik benimsenmişti. Henry Ford’un üretim bandı tasarımı ise devrimi daha çok tetikledi. Bu devrenin iki büyük oyuncusu ABD ve Almanya önder ülke mevkisine geldi ve ünü bugüne kadar gelen çoğu markayı yarattı. Ray sistemleri ve trenin kullanıma başlaması da bütün nakliye çözümlerini ve seyahat serbestliğini sağlaması ülkelerin birbiriyle daha rahat ticaret yapabilmesini sağladı.
1950’lerde başlayan ve 90’lara kadar devam eden soğuk harp dönemi ve yaşanan petrol krizleri, dünyayı 3. Sanayi Devrimi’nin eşiğine getirdi. Üretimde mekanik ve elektronik teknolojilerin konumunu dijital teknolojilerin alması ve programlanabilir makinelerin meydana çıkması bu devrimin ana etkeniydi. Mikro elektronik, lazer ve kalıtsal gibi alanlar gelişti. 2. Sanayi Devrimi’nin getirdiği enerji gereksinimi ve bu ihtiyacı karşılayan kaynakların ileride tükeneceği fikri ile yenilenebilir enerji alanında incelemeler ve yatırımlar başladı. İnternet teknolojisi yardımıyla haberleşme süratlendi. Globalleşmeyle beraber uydular, kablosuz teknolojiler ve bu teknolojileri kullanan etkileşim araçları hayatımıza girdi. Diğerlerinin aksine bu bir dijital devrimdi.
Endüstri 4.0 Sanayi Devrimi mi?
Her üç devrim de, belli başlı ülkelerin piyasa payından daha çok pay alma ve önder ülke konuma gelmek istemeleri sebebiyle endüstricilerini desteklemeleriyle gerçekleşti. Fakat genellikle son 30 senedir bilişim dünyasındaki ilerlemeler yardımıyla dünyadaki ekonomik işleyiş ve iş yapış şekilleri arasındaki uçurum git gide arttı. Ucuz iş kuvveti sebebiyle üretim Çin’e kaymıştı. Küresel anlamda ise tam bir kaos söz konusuydu. Zira insanlar belki de tarihlerinde ilk kez bu kadar üretmeden tüketime yönelmişlerdi. Dünyadaki güç dengeleri batıdan doğuya kaymıştı. Bu hali lehine çevirmek isteyen endüstri önderi Almanya’nın teşvikleriyle 2011’de akademisyenler, endüstriciler ve ekonomistler bir araya geldi. 4. Sanayi Devrimi diye tanımladığımız ‘’Endüstri 4.0’’ kavramını ilk kez kullandılar.
Endüstri 4.0’da iş süreçlerini gerçekleştirebilmek, takip edebilmek ve yönetebilmek amacıyla “daha az” insana ihtiyaç duyuluyor. Üretim bandı ve tedarik zinciri daha süratli ve akıllı bir yapıya kavuşuyor, maliyetler düşüyor, gelirler ve kâr artıyor. İnsana duyulan ihtiyacı azalttığı için enerji tasarrufu sağlayarak etraf dostu, insanın fiziksel kuvvetini değil zekâsını ve eğitimini önemsediği için insana değer veren bir devrim olarak nitelendiriliyor.
Nesnelerin İnterneti ve Büyük Veri kavramlarının bundan sonra internet dünyasında yoğun olarak kullanıldığını hepimiz duyduk. Kişilerin özel olarak ne istedikleri, ne zaman istedikleri, bağımlılıkları çok basit takip edilebilir hâle geldi. Bu kavramlar da bu verilerin gereksinime göre istenen vakitte kullanılabilecek hale getirilmesidir.
Endüstri 4.0 Sanayi Devrimi bütün bu verileri ve yenilikleri kullanarak bilişim teknolojilerini endüstri ile buluşturuyor. İlerlemiş ekonomilerin artan ekonomilerle rekabet etmesini hedefliyor. Ürün sipariş aşamasından üretime, bakım hizmetlerine, tedarikçilere, bayi kanalı ile ilişkilere kadar her aşamayı değiştirecek bu yapı başka endüstri devrimlerinde bulunduğu gibi insanların hayat bağımlılıklarını da değiştirecek. Endüstriyel tesislerde her bir makinenin ne zaman bakıma ya da parça değişimine ihtiyaç duyduğunu kendisinin bilmesi mümkün olacak. Lüzumlu yedek parçayı tedarikçiye bildirmesi, alakalı personele vazife tanımlaması gibi yenilikler olacak. Hurda ve fireler azalırken enerji sarfiyatında da tasarruf edilecek.
Elektrik, Hayati Önem Kazanacak
Endüstri 4.0 Sanayi Devrimi ile elektrik, hayati ehemmiyet kazanacak. Ne zaman nerede bulunduğumuzu söyleyebilen telefonlarımız, ne zaman şarj edilmesi gerektiğini bize bildiren elektrikli arabalarımız olacak. Belki de satın alacağınız aracınız fabrikadayken, sizin dilediğiniz renk ve donanımda özel olarak üretilecek. Fabrikalarda her ürün için bir üretim hattı olmasına lüzum kalmayacak, üreteceği değişik ürünleri aynı bantta üretebilen tesisler oluşacak. Sipariş edeceğiniz ayakkabının taban tedarikçisi sizin ayak kalıbınıza ideal taban üretebilen makinelere sahip olacak. İnternetten gönül rahatlığı ile ayakkabı sipariş edebileceksiniz. Bu satın alabileceğiniz en rahat ayakkabı olacak.
Tabi bu süratli ve rekabetçi dünyada ayakta kalabilmemiz için kendimizi çok daha hızlı geliştirmemiz ve daha çok bilgiyle donatmamız gerekecek. Hele ki devlet destekli bir şekilde 4.0 teknolojisine ayak uyduramaz ve eski teknolojileri kullanmaya devam edersek dış alım kalemlerimiz giderek artar ve cari açığımız büyür. Bunun sonucu biz de işimizi kaybedebiliriz.
Sep 19, 2023 | Blog
Büyük veri, artan hacimlerde ve her zamankinden daha yüksek hıza ulaşan daha fazla çeşitlilik içeren verilerdir. Üç Vs olarak bilinir.
Basitçe söylemek gerekirse, büyük veri (big data), özellikle yeni veri kaynaklarından daha büyük, daha karmaşık veri kümeleridir. Bu veri setleri o kadar hacimlidir ki, geleneksel veri işleme yazılımı bunları yönetemez. Ancak bu büyük hacimli veriler, daha önce başaramayacağınız iş problemlerini çözmek için kullanılabilir.
Big data için birçok tanım olsa da, büyük verilerin genellikle “3 V’s” (Volume Variety Velocity) olarak bilinen kavramını içerir:
- Volume (Hacim): Terabayttan petabaytlara kadar olan veri aralıkları.
- Variety (Çeşitlilik): Çok çeşitli kaynaklardan ve biçimlerden veri içerir (ör; Web günlükleri, sosyal medya etkileşimleri, e-ticaret ve çevrimiçi işlemler, finansal işlemler, vb.)
- Velocity (Hız): Giderek artan bir şekilde, işletmelerin zaman verilerinin üretilmesinden, kullanıcılara uygulanabilecek zamana kadar içgörüler sunulmaktadır. Bu nedenle, verilerin nispeten kısa pencerelerde toplanması, saklanması, işlenmesi ve analiz edilmesi gerekir – günlükten gerçek zamana kadar.
büyük veri – big data çalışma mantığı
Big Data Nasıl Çalışır?
Big Data, herhangi bir şey ya da herhangi bir durum hakkında ne kadar çok şey bildiğinizle ilgili olarak, daha güvenilir bir şekilde yeni kavrayışlar kazanabileceğinizi ve gelecekte ne olacağı konusunda tahminlerde bulunabileceğinizi ilke edinir.
Daha fazla veri noktasını karşılaştırarak, ilişkiler önceden gizlenmiş olarak ortaya çıkmaya başlar ve bu ilişkiler öğrenmemizi ve daha akıllı kararlar almamızı sağlar. En yaygın olarak, bu, toplayabileceğimiz verilere dayanarak yapı modelleri içeren bir işlemle yapılır ve daha sonra simülasyonlar çalıştırır, her seferinde veri noktalarının değerini değiştirir ve sonuçlarımızı nasıl etkilediğini izler.
Bu süreç otomatiktir – günümüzün gelişmiş analitik teknolojisi milyonlarca simülasyonu çalıştırarak, üzerinde çalıştığı problemi çözmeye yardımcı olan bir model veya bir kavrayış bulana kadar tüm olası değişkenleri ayarlayacaktır.
Nispeten yakın zamana kadar, veriler elektronik tablolar veya veritabanları ile sınırlı ve hepsi çok düzenliydi. Ancak, depolama ve analitik alanındaki ilerlemeler, birçok farklı türde veriyi yakalayabildiğimiz, depolayabildiğimiz ve çalışabileceğimiz anlamına gelir. Sonuç olarak, “veri” artık veritabanlarından fotoğraflara, videolara, ses kayıtlarına, yazılı metin ve sensör verilerine kadar her şeyi ifade edebilir.
Tüm bu karmaşık verileri anlamak için, büyük veri projeleri genellikle yapay zeka ve makine öğrenimini içeren en son analitiği kullanır.
Büyük Veri Nasıl Kullanılır?
Büyük Veri; sürekli büyüyen sensör bilgisi, fotoğraflar, metin, ses, video ve artık verileri birkaç yıl önce bile mümkün olmayan şekillerde kullanabileceğimiz anlamına geliyor. Bu, neredeyse her sektörde iş dünyasında devrim yaratan bir çağın başlangıcını da ifade ediyor. Şirketler artık müşterilerin belirli segmentlerini ne zaman satın almak isteyeceklerini bu sayede bilebiliyor. Big data ayrıca şirketlerin operasyonlarını çok daha verimli bir şekilde yürütmelerine yardımcı oluyor.
İş dışında bile big data projeleri, dünyamızı çeşitli şekillerde değiştirmeye yardımcı oluyor:
Sağlık hizmetlerinin iyileştirilmesi: Veriye dayalı tıp, hastalığın erken teşhisinde ve yeni ilaçların geliştirilmesinde yardımcı olabilecek çok sayıda tıbbi kayıt ve görüntülerin analizini içerir.
Doğal ve insan kaynaklı felaketleri tahmin etmek ve yanıtlamak: Deprem verileri, depremlerin bir sonraki aşamada muhtemel olduğunu tahmin etmek için analiz edilebilir ve insan davranış kalıpları, kuruluşların hayatta kalanlara ne yapabileceğine dair bilgileri edinmesine yardımcı olur. Ayrıca Büyük Veri teknolojisi, mültecilerin dünyadaki savaş alanlarından uzakta akışını izlemek ve korumak için de kullanılır.
Suçun önlenmesi: Polis güçleri, kaynakları daha verimli bir şekilde dağıtmak ve ihtiyaç duyulduğunda caydırıcı olmak için kendi istihbaratı ve kamu veri setlerine dayanan veri güdümlü stratejileri giderek daha fazla benimsiyor.
Büyük Veri Kaygıları
Büyük Veri bize daha önce görülmemiş bir anlayış ve fırsat sunuyor, ancak aynı zamanda ele alınması gereken endişeleri ve soruları da gündeme getiriyor:
Veri Gizliliği: Şimdi oluşturduğumuz Büyük Veri, kişisel yaşamlarımız hakkında birçok bilgiyi içeriyor. Giderek, açığa çıkardığımız kişisel veri miktarı ile Big Data tarafından desteklenen uygulamaların ve hizmetlerin sunduğu rahatlık arasında bir denge kurmamız isteniyor.
Veri Güvenliği: Verilerin belirli bir amaç için tutulduğunu bilmek güven verse bile, onları güvenliğinden ne kadar emin olabilir?
Veri Ayırımcılığı: Her şey bilindiğinde, hayatlarında sahip olduğumuz verilere dayanarak insanlara karşı ayrımcılık yapmak kabul edilebilir mi? Kimlerin kredi alabileceğine karar vermek için kredi puanlama kullanıyoruz ve sigorta yoğun bir şekilde veriye dayanıyor. Daha ayrıntılı bir şekilde analiz edilmesini ve değerlendirilmesini bekleyebiliriz ve bunun daha az kaynak ve bilgiye erişimi olan kişiler için hayatı daha zor hale getirecek şekilde yapılmadığına dikkat edilmelidir.
Bu zorluklarla yüzleşmek, büyük verinin önemli bir parçasıdır ve veriden yararlanmak isteyen kuruluşlar tarafından ele alınmalıdır. Bunu yapmamak, işletmeleri sadece itibarı açısından değil, yasal ve mâli açıdan da savunmasız bırakabilir.
Big Data Eşliğinde Geleceğe bakmak
Veriler, dünyamızı ve yaşama tarzını daha önce görülmemiş bir oranda değiştirmektedir. Big Data bugün bunlardan her şeye yetiyorsa; sadece yarın neler yapabileceğini hayal edin. Kullanılabilir olan veri miktarı sadece artacak ve analitik teknolojisi daha da ileriye taşınacaktır.
İşletmeler için, büyük veriden yararlanabilme yeteneği önümüzdeki yıllarda giderek daha kritik hale gelecektir. Verileri stratejik bir varlık olarak gören şirketler, hayatta kalacak ve gelişecek olanlardır. Bu devrimi göz ardı edenler rekabette ayak uyduramamaktadırlar.