Sep 22, 2025 | Blog
Üretim ve mühendislik süreçlerinde olası hata risklerini önceden öngörmek, işletmeler için hem maliyetleri düşürmenin hem de müşteri memnuniyetini artırmanın en kritik yollarından biridir. Rekabetin yoğun yaşandığı sektörlerde hataların ortaya çıktıktan sonra düzeltilmesi ciddi kayıplara yol açarken, bu hataların daha gerçekleşmeden önlenmesi sürdürülebilir bir avantaj sağlamaktadır. Bu noktada, FMEA (Failure Modes and Effects Analysis) yöntemi, sistematik yapısı sayesinde riskleri erken aşamada tanımlayan, önceliklendiren ve kontrol altına alan güçlü bir analiz tekniği olarak öne çıkmaktadır.
FMEA Nedir?
FMEA, Türkçe karşılığıyla “Hata Türleri ve Etkileri Analizi”, bir ürün, süreç veya sistemde ortaya çıkabilecek potansiyel hataların sistematik şekilde analiz edilmesini sağlayan bir yöntemdir. 1940’lı yıllarda havacılık ve savunma sanayiinde güvenilirliği artırmak amacıyla geliştirilen bu yöntem, günümüzde otomotivden medikale, gıdadan enerji sektörüne kadar çok geniş bir kullanım alanına sahiptir.
Temel amacı, bir hatanın hangi koşullarda meydana gelebileceğini, bu hatanın olası etkilerini ve sonuçlarını belirlemek, ardından risk seviyelerine göre aksiyon planları oluşturmaktır. Böylece, kalite sorunlarının önüne geçilmekte ve müşteri güveni korunmaktadır.
FMEA Türleri
FMEA, uygulama yapılan alanın niteliğine göre farklı türlerde ele alınmaktadır. Her tür, ürünün veya sürecin farklı aşamalarındaki riskleri analiz ederek işletmelere bütüncül bir kalite güvence sistemi sunmaktadır.
Tasarım FMEA (DFMEA)
DFMEA (Design Failure Modes and Effects Analysis), ürünün tasarım aşamasında devreye giren bir analiz yöntemidir. Ürün daha üretime geçmeden önce, çizim, malzeme seçimi veya mühendislik hesaplamaları sırasında ortaya çıkabilecek hata risklerini öngörmek için kullanılmaktadır.
DFMEA kapsamında değerlendirilen riskler:
- Yanlış malzeme seçimi nedeniyle ürünün dayanıklılığının azalması
- Tolerans hatalarının montaj aşamasında uyumsuzluk yaratması
- Tasarımın fonksiyonel beklentileri karşılamaması
- Güvenlik standartlarına uygun olmayan çözümler
DFMEA sayesinde mühendisler, ürün piyasaya sürülmeden önce potansiyel zayıf noktaları tespit etmekte ve tasarım üzerinde gerekli düzeltmeleri yapmaktadır. Bu yaklaşım hem maliyetleri düşürmekte hem de müşteri memnuniyetini güvence altına almaktadır. Özellikle otomotiv, elektronik ve medikal cihaz sektörlerinde DFMEA kritik bir rol oynamaktadır.
Proses FMEA (PFMEA)
PFMEA (Process Failure Modes and Effects Analysis), üretim süreçlerine odaklanan bir analiz türüdür. Ürün tasarımı doğru olsa bile, üretim sırasında makine, iş gücü veya çevresel faktörlerden kaynaklı riskler ortaya çıkabilmektedir. PFMEA bu riskleri sistematik şekilde inceleyerek süreç güvenilirliğini artırmaktadır.
PFMEA’da analiz edilen başlıca unsurlar:
- Üretim hattındaki makine arızaları ve bakım yetersizlikleri
- Operatör hataları veya eğitim eksiklikleri
- Yanlış proses parametreleri (sıcaklık, basınç, hız vb.)
- Yetersiz ham madde veya tedarik kaynaklı sorunlar
- İş güvenliği ve çevresel riskler
PFMEA’nın en önemli çıktısı, üretim sürecinde hata oranlarını azaltarak verimliliği yükseltmesidir. Hatalı ürün oranının düşmesi, hem maliyet avantajı sağlamakta hem de tedarik zincirinde güvenilirliği artırmaktadır. Özellikle otomotiv, beyaz eşya ve gıda sektörlerinde PFMEA, kalite yönetim sistemlerinin ayrılmaz bir parçası haline gelmiştir.
MSR FMEA (Monitoring and System Response)
MSR FMEA (Monitoring and System Response), teknolojik gelişmelerle birlikte gündeme gelen en yeni FMEA türlerinden biridir. Özellikle elektronik kontrol sistemleri, yazılım tabanlı süreçler ve otonom teknolojilerde kullanılmaktadır. MSR FMEA’nın temel amacı, sistem performansını sürekli olarak izlemek ve hata meydana geldiğinde otomatik yanıt mekanizmaları geliştirmektir.
MSR FMEA’nın ana odak noktaları:
- Sensörlerden gelen verilerin anlık analiz edilmesi
- Yazılım hatalarının sistem performansına etkilerinin değerlendirilmesi
- Otonom araçlarda güvenlik risklerinin sürekli izlenmesi
- Kritik sistemlerde hata algılandığında otomatik güvenlik moduna geçişin sağlanması
Bu tür, özellikle otomotiv sektöründe otonom sürüş sistemlerinde, havacılıkta uçuş güvenliği yazılımlarında ve endüstriyel otomasyonda önem kazanmaktadır. MSR FMEA sayesinde yalnızca potansiyel hatalar değil, aynı zamanda bu hatalara karşı sistemin vereceği yanıtlar da planlanmaktadır.
FMEA Süreçleri
FMEA, disiplinli ve sistematik bir yöntemdir. Etkin bir şekilde uygulanabilmesi için adım adım ilerleyen bir süreç takip edilmektedir. Bu süreç, riskleri belirlemenin ötesinde işletmelerin sürekli gelişim kültürünü de desteklemektedir.
1. Kapsam ve Hedeflerin Belirlenmesi
İlk aşamada analiz yapılacak ürün, sistem veya sürecin sınırları net bir şekilde tanımlanmaktadır. Hangi ekipman, hangi üretim hattı veya hangi ürün parçası üzerinde çalışılacağı açıkça belirlenir. Bu adımda ayrıca analizin amacı da ortaya konur: müşteri şikâyetlerini azaltmak, üretim maliyetlerini düşürmek ya da güvenlik risklerini ortadan kaldırmak gibi.
- Analiz ekibi bu aşamada oluşturulur ve her disiplinin temsil edilmesine dikkat edilir.
- Amaçların net olması, sonraki adımlarda odak kaybını önlemektedir.
2. Potansiyel Hata Türlerinin Belirlenmesi
Ürün veya sürecin tüm bileşenleri incelenerek nerelerde hata meydana gelebileceği listelenmektedir. Bu adım, risklerin ilk kez görünür hale geldiği kritik bir aşamadır.
- Olası hatalar, beyin fırtınası, geçmiş tecrübeler veya müşteri geri bildirimleri üzerinden belirlenmektedir.
- Örneğin, bir otomotiv parçasında malzeme yorgunluğu, bir üretim sürecinde hatalı montaj ya da bir yazılımda veri işleme hatası bu kapsamda ele alınır.
- Hata türlerinin olabildiğince kapsamlı bir şekilde ortaya konması, FMEA’nın başarısını doğrudan etkilemektedir.
3. Hata Etkilerinin ve Nedenlerinin Analizi
Belirlenen her hata türü için, bu hatanın işletmeye, müşteriye veya sürece olan etkileri incelenmektedir. Ardından, hatanın ortaya çıkmasına neden olan faktörler araştırılır.
- Etkiler: Hatanın ürünü kullanılamaz hale getirmesi, müşteri memnuniyetini azaltması, güvenlik riski doğurması gibi sonuçlar.
- Nedenler: Yetersiz bakım, yanlış malzeme seçimi, insan faktörleri, çevresel koşullar gibi kök sebepler.
Bu aşamada “neden-sonuç ilişkisi” ortaya konarak risklerin temel kaynağına inilmekte, dolayısıyla daha etkili çözümler geliştirilmektedir.
4. Risk Önceliklendirmesi (RPN Hesaplama)
Her hata türü üç temel kriter üzerinden puanlanmaktadır:
- R (Occurrence – Olasılık): Hatanın meydana gelme ihtimali
- P (Severity – Şiddet): Hata gerçekleştiğinde etkisinin büyüklüğü
- N (Detection – Tespit Edilebilirlik): Hatanın fark edilme olasılığı
Bu değerlerin çarpılmasıyla Risk Öncelik Sayısı (RPN) hesaplanmaktadır.
- RPN değeri ne kadar yüksekse risk o kadar kritik kabul edilmektedir.
- Böylece ekipler öncelikli olarak en tehlikeli ve işletmeye en çok zarar verebilecek risklere odaklanmaktadır.
- Bu yöntem kaynakların daha verimli kullanılmasını sağlamaktadır.
5. İyileştirme ve Aksiyon Planı
Yüksek riskli alanlar için uygulanabilir çözümler geliştirilir. Bu adım, FMEA’nın en somut faydalarının elde edildiği aşamadır.
- Tasarım değişiklikleri yapılarak ürün daha güvenilir hale getirilmektedir.
- Üretim sürecinde ek kontrol adımları veya otomasyon çözümleri devreye alınmaktadır.
- Operatörler için ek eğitimler verilerek insan kaynaklı hatalar azaltılmaktadır.
- Tedarik zincirinde kalite standartları sıkılaştırılmaktadır.
Aksiyon planlarının net olarak tanımlanması, sorumlulukların belirlenmesi ve uygulanma takviminin oluşturulması başarı için kritik olmaktadır.
6. Doğrulama ve Sürekli İyileştirme
Uygulanan aksiyonların gerçekten etkili olup olmadığı mutlaka test edilmelidir. Bu nedenle FMEA, tek seferlik bir analiz değildir. Sürekli izleme ve güncelleme gerektiren dinamik bir süreçtir.
- Aksiyon sonrası RPN değerleri tekrar hesaplanarak iyileştirmelerin başarısı ölçülmektedir.
- Yeni ürünler, süreç değişiklikleri veya müşteri geri bildirimleri doğrultusunda FMEA belgeleri güncellenmektedir.
- Böylece işletme içinde sürekli iyileştirme kültürü (Kaizen yaklaşımı) desteklenmektedir.
FMEA’nın Teknik Uygulama Süreçleri
FMEA, teorik bir analiz yöntemi olmasının ötesinde işletmelerin günlük operasyonlarında doğrudan uygulayabileceği pratik bir araçtır. Teknik uygulamalar sayesinde hem ürün hem de süreçlerdeki olası hatalar sistematik biçimde analiz edilmekte ve önleyici aksiyonlar geliştirilmektedir:
- Süreçlerde veya hizmetlerde ortaya çıkabilecek hata türlerinin sistematik olarak gözden geçirilmesi, böylece hatalardan doğabilecek hasarların önlenmesi.
- Süreç, hizmet veya ürünün işlevselliğini etkileyebilecek kusurların belirlenmesi ve bu kusurların olası etkilerinin analiz edilmesi.
- Tespit edilen hata türlerinden hangilerinin sistem veya hizmet üzerinde en ciddi etkiye sahip olduğunun önceliklendirilmesi.
- Montaj süreci öncesinde hata olasılıklarının ve bu hataların kaynağının (tasarım, işletme, tedarik vb.) ortaya çıkarılması.
- Başka kaynaklardan elde edilemeyen arıza oranı ve tipi için gerekli test programlarının tasarlanması.
- Güvenilirliği deneysel olarak kontrol etmeye yarayan testlerin uygulanması ve sonuçların analize dahil edilmesi.
- Ürün üzerinde yapılacak tasarım veya proses değişikliklerinin olası etkilerinin incelenmesi.
- Kritik bileşenlerde riskleri azaltacak önlemlerin geliştirilmesi ve bu bileşenlerin güvence altına alınması.
- Montaj sırasında ortaya çıkabilecek hataların kötü etkilerinin nasıl ortadan kaldırılacağının belirlenmesi.
FMEA uygulamaları, belirli hataları tespit etmenin ötesinde sistematik bir veri analizi yapmayı da içerir. Analiz sırasında:
- Sistemin, bileşenlerin ve işlem adımlarının akış şemaları çıkarılır,
- Her bir sürecin veya bileşenin işlevi detaylı şekilde incelenir,
- Çalışmayı etkileyebilecek çevresel koşullar ve parametreler değerlendirilir,
- Her hata türünün potansiyel sonuçları analiz edilir,
- Geçmiş arıza verileri, başarısızlık oranları ve hata kayıtları toplanarak daha güvenilir sonuçlar elde edilir.
Bu sayede FMEA, bugünün hatalarını önlemenin yanı sıra gelecekte ortaya çıkabilecek risklere karşı işletmelere proaktif bir yaklaşım kazandırır.
FMEA’nın İşletmelere Sağladığı Faydalar
FMEA, bir hata analizi yönteminin ötesinde işletmelerin sürdürülebilir büyümesine katkı sağlayan stratejik bir araçtır. Doğru uygulandığında hem operasyonel süreçlerde hem de müşteri ilişkilerinde çok yönlü avantajlar sunmaktadır. Risklerin erken aşamada tespit edilmesi ve ortadan kaldırılması, uzun vadede işletmelerin maliyet, kalite ve rekabet gücü üzerinde doğrudan etkiler yaratmaktadır.
1. Maliyet Tasarrufu
Hataların ortaya çıkmadan önlenmesi, yeniden işleme, garanti masrafları veya ürün geri çağırma gibi yüksek maliyetli durumları ortadan kaldırmaktadır. Özellikle seri üretim yapan işletmelerde FMEA sayesinde ciddi tasarruflar sağlanmaktadır.
2. Kalite Artışı
Ürünlerin ve süreçlerin daha güvenilir hale gelmesi, uluslararası kalite standartlarına uyumu kolaylaştırmaktadır. Kalite seviyesinin yükselmesi, hem iç pazarda hem de global pazarda rekabet avantajı yaratmaktadır.
3. Müşteri Memnuniyeti ve Güveni
FMEA ile kontrol altına alınan riskler, müşteriye daha güvenilir ürünlerin ulaşmasını sağlamaktadır. Bu da marka imajını güçlendirirken uzun vadeli müşteri sadakatine katkı sunmaktadır.
4. Verimlilik ve Operasyonel İyileştirme
Süreçlerdeki risklerin azaltılması, darboğazların ortadan kalkmasını sağlamaktadır. Daha az duruş, daha az hata ve daha hızlı üretim akışı elde edilmektedir. Böylece operasyonel verimlilik artmaktadır.
5. Rekabet Avantajı
FMEA uygulayan işletmeler, ürün ve süreç güvenilirliği açısından rakiplerine göre daha güçlü bir konuma gelmektedir. Bu durum, ihalelerde veya tedarikçi seçimlerinde önemli bir tercih sebebi olmaktadır.
6. Proaktif Yönetim Kültürü
FMEA, işletmelere reaktif değil, proaktif bir yaklaşım kazandırmaktadır. Sorunlara ancak ortaya çıktığında müdahale eden işletmeler yerine, potansiyel hataları önceden ortadan kaldıran işletmeler ayakta kalabilmektedir.
7. Güvenlik ve Yasal Uyum
Özellikle otomotiv, havacılık, medikal ve gıda gibi sektörlerde FMEA, güvenlik standartlarının karşılanmasını sağlamaktadır. Yasal düzenlemelere uyum kolaylaşmakta ve olası yaptırımların önüne geçilmektedir.
8. Sürekli İyileştirme Kültürünün Desteklenmesi
FMEA, Kaizen gibi sürekli iyileştirme yaklaşımlarının etkinliğini artırmaktadır. Her yeni projede veya süreç değişikliğinde FMEA güncellenmekte, böylece işletme içinde gelişim kültürü yerleşmektedir.
9. Çapraz Fonksiyonel İş Birliği
FMEA çalışmaları farklı disiplinlerden uzmanların bir araya gelmesini gerektirmektedir. Mühendislik, üretim, kalite ve tedarik zinciri ekipleri ortak bir amaç etrafında çalışarak kurum içi iş birliğini güçlendirmektedir.
Sıkça Sorulan Sorular
1. FMEA uygulaması hangi aşamada yapılmalıdır?
FMEA genellikle ürün tasarımı veya süreç geliştirme aşamasında yapılmalıdır. Böylece olası hatalar henüz üretime geçilmeden tespit edilir ve önlenir.
2. FMEA uygulamaları hangi sektörlerde kullanılır?
Otomotiv, havacılık, ilaç, gıda, enerji ve elektronik gibi yüksek güvenilirlik gerektiren tüm sektörlerde kullanılmaktadır.
3. FMEA uygulamalarında hangi ekipler görev alır?
FMEA disiplinler arası bir çalışmadır. Tasarım mühendisleri, üretim uzmanları, kalite ekipleri ve bakım sorumluları birlikte çalışarak olası hataları değerlendirir.
4. FMEA sonuçları nasıl değerlendirilir?
Risk Öncelik Sayısı (RPN) hesaplanarak en kritik hatalar önceliklendirilir. Daha sonra bu risklere yönelik aksiyon planları geliştirilir ve uygulanır.
5. FMEA tek seferlik bir analiz midir?
FMEA sürekli güncellenmesi gereken dinamik bir süreçtir. Yeni ürünler, süreç değişiklikleri veya müşteri geri bildirimleri olduğunda analiz yenilenmelidir.
Sep 18, 2025 | Blog
Sanayi Devrimi’nden günümüze kadar üretim süreçleri kesintisiz bir dönüşüm sürecinden geçmiştir. El emeğine dayalı yöntemlerden makineli üretime, ardından dijitalleşme ve yapay zeka destekli sistemlere uzanan bu yolculuk, verimlilik, kalite ve hız arayışının bir yansımasıdır.
İşletmelerin bu hedeflere ulaşmasını mümkün kılan en kritik unsurlardan biri ise endüstriyel otomasyondur. Bugün otomotivden gıdaya, enerjiden savunma sanayine kadar birçok sektör, rekabet gücünü artırmak ve sürdürülebilir büyüme sağlamak için otomasyon teknolojilerine yatırım yapmaktadır.
Endüstriyel Otomasyon Nedir?
Endüstriyel otomasyon, üretim ve kontrol süreçlerinin büyük ölçüde insan müdahalesinden bağımsız olarak makineler, yazılımlar ve gelişmiş kontrol sistemleri aracılığıyla yönetilmesi anlamına gelmektedir. Bu yaklaşım, geleneksel manuel iş gücünü sensörler, robotlar, veri işleme yazılımları ve otomatik kontrol mekanizmaları ile destekleyerek üretim hatlarını daha akıllı, daha hızlı ve daha güvenilir hale getirmektedir.
Otomasyonun temel amacı yalnızca üretim hızını artırmak değildir. Aynı zamanda:
- Üretim süreçlerinde verimliliği yükseltmek
- İnsan kaynaklı hata payını en aza indirmek
- Enerji ve ham madde kullanımını optimize ederek maliyetleri azaltmak
- Ürün kalitesini standartlaştırarak güvenilirliği artırmak
- Süreçleri daha izlenebilir ve şeffaf hale getirmek
gibi çok boyutlu katkılar sağlamaktadır.
Bugün endüstriyel otomasyon, modern fabrikaların “beyni” olarak görülmektedir. Gelişmiş sensörlerden alınan verilerin anlık olarak işlenmesi, robotların yüksek hassasiyetle çalışması ve yazılımların tüm süreci kontrol altında tutması sayesinde üretim hataları en aza inmektedir. Bu da işletmelere hem maliyet avantajı kazandırmakta hem de rekabetçi pazarlarda sürdürülebilir bir başarı elde etme imkânı sunmaktadır.
Endüstriyel Otomasyon Sistemlerinin Temel Unsurları
Endüstriyel otomasyon, tek başına bir makine veya yazılımdan ibaret değildir. Farklı teknolojilerin uyumlu bir şekilde çalışmasıyla ortaya çıkan bütünleşik bir ekosistemdir. Bu ekosistemdeki her bileşen, üretim hattının belirli bir ihtiyacına cevap verirken aynı zamanda diğer unsurlarla entegre bir yapı oluşturur:
1. Sensörler ve Aktüatörler
Sensörler, otomasyonun “gözleri” olarak düşünülebilir. Üretim hattında sıcaklık, basınç, hız, nem, titreşim veya ışık gibi farklı parametreleri sürekli olarak ölçerek sisteme veri sağlarlar. Örneğin bir gıda üretim tesisinde sıcaklık sensörleri, ürünlerin hijyen standartlarına uygun ısıl işlemden geçtiğini garanti eder. Sensörlerden gelen bu veriler sayesinde üretim süreçleri hem daha güvenli hem de daha hassas şekilde yürütülmektedir.
Aktüatörler ise otomasyonun “kasları” olarak işlev görür. Sensörlerden gelen veriler doğrultusunda harekete geçer ve mekanik işlevleri yerine getirirler. Örneğin, bir üretim hattında konveyörün hızını ayarlamak, bir vanayı açıp kapatmak veya bir robot kolunu belirli bir noktaya yönlendirmek aktüatörlerin görevleri arasındadır. Sensörler ve aktüatörler arasındaki uyum, otomasyon sisteminin sağlıklı ve verimli çalışması için kritik öneme sahiptir.
2. Kontrol Sistemleri
Kontrol sistemleri, sensörlerden gelen verileri işleyerek üretim sürecinin düzenli ve otomatik bir şekilde ilerlemesini sağlayan merkezlerdir. PLC (Programmable Logic Controller) ve DCS (Distributed Control System) bu alandaki en yaygın çözümler arasındadır.
PLC’ler, üretim hatlarında yaygın kullanılan programlanabilir kontrol cihazlarıdır. Dayanıklı yapıları sayesinde zorlu endüstriyel koşullarda çalışabilir ve farklı senaryolara uygun olarak programlanabilirler.
DCS ise daha çok büyük ve karmaşık tesislerde tercih edilmektedir. Kimya, enerji ve petrol gibi sektörlerde kullanılan DCS sistemleri, farklı bölümlerdeki süreçleri merkezi bir ağ üzerinden koordine ederek bütünleşik bir kontrol imkânı sunar. Bu sistemler sayesinde yüzlerce sensör ve aktüatörden gelen veriler aynı anda işlenebilir, hatasız bir üretim akışı sağlanabilir.
3. Robotlar
Robotlar, endüstriyel otomasyonun en görünür ve en güçlü unsurlarından biridir. Montaj, kaynak, boyama, paketleme veya taşıma gibi işlemleri yüksek hız ve hassasiyetle gerçekleştirebilirler. İnsan gücüne kıyasla çok daha uzun süre kesintisiz çalışabilen robotlar, üretimde sürekliliği artırmakta ve hataları en aza indirmektedir.
Modern endüstriyel robotlar, mekanik görevleri yerine getirmenin ötesinde yapay zekâ ve makine öğrenimi algoritmalarıyla daha akıllı hale gelmektedir. Örneğin, bir robot kolun görüntü işleme sistemi ile kusurlu ürünleri tespit etmesi ve üretim hattından ayırması mümkündür. Bu da kalite kontrol süreçlerinin daha hızlı ve güvenilir şekilde yürütülmesine katkı sağlar.
4. Yazılımlar ve Veri Yönetim Sistemleri
Otomasyonun beyni olarak kabul edilen yazılımlar, üretim süreçlerinin anlık izlenmesini, kontrol edilmesini ve optimize edilmesini sağlar. SCADA (Supervisory Control and Data Acquisition) sistemleri, sahadan gelen verileri toplar, görselleştirir ve operatörlere süreç hakkında kapsamlı bir kontrol imkânı sunar. MES (Manufacturing Execution System) ise üretim yürütme sistemleri olarak görev yapar ve üretim planlamasından kalite kontrolüne kadar geniş bir alanda verimlilik sağlar.
Gelişmiş veri yönetim sistemleri sayesinde işletmeler mevcut süreci yönetmenin ötesinde geçmiş verileri analiz ederek geleceğe dönük kararlar alabilmektedir. Bu durum, üretimde verimliliği artırırken aynı zamanda stratejik iş planlarının daha doğru yapılmasına olanak tanımaktadır.
5. İletişim Altyapısı ve IoT
Endüstriyel otomasyonun sürdürülebilir ve entegre çalışabilmesi için güçlü bir iletişim altyapısına ihtiyaç vardır. Burada devreye Endüstriyel Nesnelerin İnterneti (IoT) girmektedir. IoT, makineler, sensörler ve yazılımlar arasındaki veri akışını sağlar ve tüm sistemin gerçek zamanlı olarak entegre çalışmasına imkân tanır.
IoT sayesinde üretim hattında herhangi bir sapma anında tespit edilebilir, makineler birbirleriyle haberleşerek otomatik ayarlamalar yapabilir. Ayrıca bulut tabanlı çözümler sayesinde bu veriler üretim sahasında olduğu gibi dünyanın herhangi bir yerinden de izlenip yönetilebilmektedir.
Endüstriyel Otomasyon Türleri
Otomasyon sistemleri, işletmelerin üretim modeline, ölçeğine ve hedeflerine göre farklı türlerde uygulanmaktadır. Her türün kendine özgü güçlü yönleri ve sınırlılıkları bulunmakta, işletmeler de bu özelliklere göre seçim yapmaktadır.
Sabit Otomasyon
Sabit otomasyon, özellikle yüksek hacimli ve sürekli tekrar eden üretim süreçlerinde tercih edilmektedir. Tek tip ürünün seri olarak üretilmesine odaklanan bu sistemler, genellikle montaj hatları ve paketleme tesislerinde görülmektedir. Yüksek hız ve düşük birim maliyet sağlaması, bu türün en belirgin avantajıdır.
Ancak sistemin tasarımı belirli bir ürüne göre yapıldığından, farklı ürünlere geçiş gerektiğinde büyük değişiklikler yapmak gerekir ve bu hem zaman hem de maliyet açısından dezavantaj oluşturur. Örneğin otomotiv fabrikalarındaki montaj hatları, sabit otomasyonun en bilinen örneklerindendir.
Programlanabilir Otomasyon
Programlanabilir otomasyon, üretim hattında farklı ürünlere geçiş yapılmasına imkân tanıyan daha esnek bir çözümdür. PLC (Programmable Logic Controller) sistemleri sayesinde üretim parametreleri kolayca yeniden ayarlanabilir. Bu durum, işletmelere çeşitlilik sunarken tek tip üretime bağlı kalma zorunluluğunu ortadan kaldırır.
Ancak üretim değişikliklerinde kısa süreli duruşlar ve ayarlama süreçleri yaşanabileceği için sabit otomasyon kadar hızlı değildir. Elektronik üretim hatlarında, gıda sektöründe farklı boyutlarda ürün üreten tesislerde veya ambalaj makinelerinde programlanabilir otomasyon sıkça kullanılmaktadır.
Esnek (Flexible) Otomasyon
Esnek otomasyon, günümüzde müşteri taleplerinin çeşitlenmesine hızlı yanıt verebilmek için öne çıkan bir türdür. Küçük ve orta ölçekli üretim partilerinde ürün çeşitliliğini destekler, robotlar, CNC makineleri ve yazılımlar birlikte kullanılarak üretimde yüksek uyum sağlanır. İşletmeler bu sayede siparişe göre özelleştirilmiş ürünleri kolaylıkla üretebilir.
Bu yaklaşım, firmalara rekabet avantajı kazandırırken sistemin kurulumu ve yönetimi sabit otomasyona göre daha maliyetli ve karmaşık olabilmektedir. Mobilya üretimi, kişiselleştirilmiş ambalajlar veya medikal cihaz üretimleri esnek otomasyonun tipik uygulama alanlarıdır.
Bütünleşik Otomasyon
Bütünleşik otomasyon, en gelişmiş otomasyon türü olarak öne çıkmaktadır. Burada makinelerden üretim ve yönetim süreçlerine kadar her şey tek bir dijital altyapı üzerinden entegre edilmektedir. IoT, yapay zeka, dijital ikiz teknolojisi ve bulut tabanlı sistemler bu yapının merkezinde yer almaktadır.
Bu sayede üretim süreçleri gerçek zamanlı olarak izlenebilir, makineler birbirleriyle haberleşerek otomatik ayarlamalar yapabilir ve yöneticiler stratejik kararlarını anlık verilerle destekleyebilir. Yüksek esneklik ve tam dijitalleşme sağlaması büyük bir avantajken, entegrasyonun karmaşık yapısı ve yüksek yatırım maliyeti, bu türün hayata geçirilmesini zorlaştırabilmektedir. Akıllı fabrikalar ve Endüstri 4.0 uyumlu üretim tesisleri, bütünleşik otomasyonun en güçlü örneklerini oluşturmaktadır.
Endüstriyel Otomasyonun Avantajları
Endüstriyel otomasyon, makineleri devreye almaktan öte üretim kültürünü dönüştüren stratejik bir yaklaşım olarak görülmektedir. İşletmelere sağladığı faydalar, operasyonel verimlilikten müşteri memnuniyetine, güvenlikten sürdürülebilirliğe kadar geniş bir yelpazede etkisini göstermektedir.
1. Verimlilik Artışı
Otomasyon sistemleri, üretim süreçlerini insan hızının ötesine taşıyarak daha kısa sürede daha fazla ürün elde edilmesini mümkün kılmaktadır. İnsan gücüyle günler sürebilecek bir üretim, robotlar ve kontrol sistemleriyle saatler içinde tamamlanabilmektedir.
Ayrıca makineler, 7/24 kesintisiz çalışabildiği için vardiya sınırlaması ortadan kalkmakta ve üretim kapasitesi en üst seviyeye çıkmaktadır. Bu sayede işletmeler müşteri taleplerini daha hızlı karşılamakta, teslimat sürelerini kısaltmakta ve rekabet avantajı elde etmektedir.
2. Maliyet Tasarrufu
Otomasyonun en önemli getirilerinden biri maliyetlerin düşmesidir. İnsan kaynaklı hata payının azalması, yeniden işleme ve hurda oranlarının minimize edilmesini sağlamaktadır. Bunun yanında otomatik sistemler enerji kullanımını optimize ederek gereksiz tüketimi engellemektedir. İşçilik maliyetlerinde sağlanan tasarruf ve üretim kaynaklarının daha verimli kullanılması, toplam maliyetlerin uzun vadede ciddi oranda azalmasına yol açmaktadır. Bu da işletmelere yatırımın hızlı geri dönüşünü garanti etmektedir.
3. Kalite ve Standartlaşma
Manuel üretimde kalite, çoğu zaman çalışanların becerisine bağlıdır. Ancak otomasyon sistemleri, ürünleri her seferinde aynı standartlarda üretmekte ve kalite dalgalanmalarını ortadan kaldırmaktadır. Bu durum özellikle uluslararası pazarlarda faaliyet gösteren işletmeler için kritik öneme sahiptir. Çünkü kalite tutarlılığı, müşteri güvenini artırmakta ve marka değerini yükseltmektedir. Ayrıca otomatik kalite kontrol sistemleri sayesinde üretim sırasında hatalar anında tespit edilip süreçten çıkarılabilmektedir.
4. Güvenlik
Endüstriyel otomasyon, özellikle tehlikeli ve insan sağlığını riske atan işlerde önemli bir koruma sağlamaktadır. Yüksek ısı, kimyasal maddeler veya ağır yükler içeren işlerde robotlar devreye girerek işçilerin güvenliğini artırmaktadır. Böylece iş kazaları ve meslek hastalıkları en aza indirilmektedir.
Ayrıca otomasyon sayesinde makineler, güvenlik sensörleri ve acil durdurma sistemleri ile sürekli kontrol altında tutulmakta, olası kazaların önüne geçilmektedir.
5. Esneklik ve Hızlı Adaptasyon
Günümüzde müşteri talepleri hızla değişmekte, kişiselleştirilmiş ürünlere olan ilgi artmaktadır. Esnek otomasyon sistemleri sayesinde işletmeler, üretim parametrelerini kolayca değiştirerek farklı ürün çeşitlerine uyum sağlayabilmektedir. Bu, hem küçük partilerle üretim yapmayı mümkün kılmakta hem de müşteri memnuniyetini artırmaktadır. Aynı zamanda pazarda yaşanan dalgalanmalara hızlı uyum sağlayabilmek, işletmelerin rekabet gücünü korumasında kritik rol oynamaktadır.
6. Veri Yönetimi ve İzlenebilirlik
Modern otomasyon sistemleri, üretim yapmanın ötesinde sürekli veri de toplar. Sensörler, makineler ve yazılımlar sayesinde elde edilen bu veriler gerçek zamanlı olarak analiz edilmekte ve yöneticilere süreçler hakkında şeffaf bilgiler sunmaktadır. Hangi makinenin ne kadar çalıştığı, hangi ürünlerde hata oranlarının yüksek olduğu veya hangi kaynakların verimsiz kullanıldığı kolayca tespit edilebilmektedir.
Bu şeffaflık, işletmelerin daha hızlı ve doğru karar almasını sağlamaktadır. Ayrıca üretimde izlenebilirlik sayesinde geriye dönük olarak hangi üründe hangi süreçlerin uygulandığı görülebilmekte, bu da kalite yönetiminde önemli bir avantaj sağlamaktadır.
7. Sürdürülebilirlik
Otomasyon, ekonomik faydanın yanında çevresel sürdürülebilirliğe de katkıda bulunmaktadır. Enerji verimliliğinin artması, kaynak kullanımının optimize edilmesi ve atık oranlarının azalması, çevre dostu üretimi desteklemektedir. Bu yaklaşım, günümüzde hem yasal zorunluluklar hem de tüketici beklentileri açısından önemli bir kriter haline gelmiştir. Otomasyon kullanan işletmeler, karbon ayak izini düşürerek sürdürülebilirlik hedeflerine ulaşmakta ve çevreye duyarlı marka imajı kazanmaktadır.
Sıkça Sorulan Sorular
1. Endüstriyel otomasyon hangi sektörlerde kullanılır?
Endüstriyel otomasyon, otomotiv, havacılık, gıda, enerji, ilaç, kimya, elektronik ve lojistik gibi çok geniş bir alanda kullanılmaktadır. Özellikle üretim hatlarında hız, kalite ve güvenlik ihtiyacı yüksek olan tüm sektörler için uygundur.
2. Endüstriyel otomasyon küçük ölçekli işletmeler için uygun mudur?
Günümüzde esnek ve ölçeklenebilir otomasyon çözümleri sayesinde küçük ve orta ölçekli işletmeler de maliyetlerini düşürmek, kaliteyi artırmak ve rekabet avantajı sağlamak için otomasyondan yararlanabilmektedir.
3. Endüstriyel otomasyonun başlangıç maliyeti yüksek midir?
Kurulum maliyetleri kullanılan sistemin türüne göre değişmektedir. Ancak uzun vadede sağladığı maliyet tasarrufu, verimlilik artışı ve hata oranlarının düşmesi, yatırımın kısa sürede geri dönüşünü mümkün kılmaktadır.
4. Endüstriyel otomasyon çalışanların işini tamamen ortadan kaldırır mı?
Otomasyonun amacı insan gücünü ortadan kaldırmak değil, insanlara daha güvenli, stratejik ve katma değerli işlerde görev alma imkânı sunmaktır. Çalışanlar riskli ve tekrarlayan işlerden kurtulurken daha çok denetim, analiz ve süreç geliştirme gibi alanlarda rol almaktadır.
Sep 15, 2025 | Blog
Firmaların kâr amaçlı geliştirdiği, üretim esnasında israfı ortadan kaldırıp, en iyi üretim potansiyelinin meydana getirildiği sisteme Yalın Üretim Sistemi denilmektedir. Üretim esnasında maliyetin ve işçiliğinin minimuma düşürülmesi ile birlikte, kâr marjının artırılması amaçlanmaktadır. Bu sistemde bahsedilen israfın anlamı farklıdır. Üretim kategorisinde değerlendirilmektedir. Müşteri için herhangi bir değeri olmayan, onun için bedel ödemek istemediği bütün her şeyi kapsamaktadır. Ürünün üretilmesi, taşınması, paketlenmesi ve satışa sunulma kategorilerinde, gereksiz veya ‘olmasa da olur’ denilebilecek bütün kategorilerin ortadan kaldırılması ve piyasa şartlarında en uygun maliyet düzeyinin yakalanması hedeflenmektedir.
Yalın Üretim Sistemi & Yalın Üretimin Önemi Nedir?
Günümüz ekonomi dünyasında, her geçen gün artan rekabet nedeniyle, kaliteli ürünleri ekonomik fiyatlarla piyasaya sunmak en önemli kriterdir. Müşterilerin kaliteli ve uygun fiyat özelliklerine sahip mallara olan rağbeti nedeniyle, üretim firmaları Yalın Üretim Sistemi seçenekleri öncelikle tercih etmektedir.
Eski ekonomi anlayışında, belli odakların tekelindeki satış endeksleri artık tarih olmuştur. Günümüzde bütün firmalar kaliteyi ucuza imal etmek zorundadır. Piyasa şartlarında ‘müşteri bekler’, ‘benden başka satan yok fiyatı artırırım’ mantığı da tamamen ortadan kalkmıştır. Artık yalın üretim sistemi kategorisinde ciddi çalışmalar gerekmektedir. Yeni ekonomi düzeninde bilinçlenen tüketicilere hizmet veren firmalar, yüzlerce dişli rakiple mücadele etmek zorundadır. Kısaca, piyasada 1 lira olan bir malı siz asla 1,25 liraya satamazsınız. Bu konuda müşteriler de bilinçlenmiştir. Bu nedenle kaliteli bir yalın üretim yaparak siz 0,90 kuruşa satmanın yoluna bakmalısınız.
Rekabet, bugün bir firmanın hayatta kalması ve büyümesi için en önemli unsurdur. Rekabete giremeyen firmalar ‘var olma’ savaşı vermektedir. Büyümenin ve rakiplere fark atmak için, üretimde kalite ve en düşük maliyet gerçekleşmelidir. Küresel ekonomik şartların git gide zorlaşması ile birlikte, hızlı üretim ve en kısa zamanda paraya dönüştürme son derece önemli bir husustur. Firmanın gidişatının düzenlenmesi için, işçi veya işçilerin çalışma programlarından ziyade yalın üretim sistemi konusunda ciddi çözümler üretmesi gerekir. Ülke ekonomisinde önemli olan bu konu, etkili rekabet ortamı meydana getirecektir.
Siz de yalın üretime mi geçmek istiyorsunuz? Hemen aşağıdaki görsele tıklayıp detaylı bilgi alabilirsiniz.

Yalın Üretim Aşamaları
1. Aşama: Değer Belirleme (Value Identification):
- Müşteri değeri belirlenir ve onların ürünlere ne kadar ödemeye razı oldukları anlaşılır.
- Piyasa analizi yapılır, rekabetçi fiyatlandırma stratejileri oluşturulur.
- Ürün özelliklerini belirleme süreci, müşteri geri bildirimleri ve pazar trendleri ile desteklenir.
- Maliyet analizi ile değer ve maliyet dengesi sağlanır.
- Tedarik zinciri yönetimi, malzeme ihtiyaç planlaması optimize etmek için entegre edilir.
- Ürün yaşam döngüsü boyunca değer artışı sağlayacak inovasyon fırsatları araştırılır.
- Hızlı prototipleme ve ürün testleri ile değerli özelliklerin erken aşamalarda değerlendirilmesi sağlanır.
- Sürdürülebilirlik ve çevresel etkiler de değer belirleme sürecinin bir parçası olarak göz önünde bulundurulur.
- Değer önerisinin pazarlama stratejisi ile uyumlu şekilde iletilmesi için iletişim planları geliştirilir.
2. Aşama: Değer Akışı Haritalama (Value Stream Mapping):
- Ürün veya hizmetin tüm aşamaları, alt aşamaları ve alt süreçleri detaylı olarak çizilir.
- Değer akışı içindeki tüm veri, malzeme ve bilgi hareketleri analiz edilir.
- İşlem süreleri, bekleme süreleri, iş istasyonları arası hareket süreleri ayrı ayrı incelenir.
- Her bir aşamada oluşan envanter miktarları ve stok seviyeleri görselleştirilir.
- Tedarikçi ve müşteri ilişkileri haritalanır, tedarik zinciri entegrasyonu için fırsatlar belirlenir.
- Engeller, atıl kapasiteler ve verimsizlik noktaları vurgulanarak iyileştirme potansiyelleri tanımlanır.
- Bilgi akışının dijital sistemlerle optimize edilmesi için otomasyon fırsatları gözden geçirilir.
3. Aşama: Akış Oluşturma (Flow Creation):
- Değer akışında engelleri kaldırmak için gereksiz iş adımları ve bekleme süreleri azaltılır.
- İş istasyonları, optimize edilmiş sıra ile ürün veya hizmeti işleme koşullarına uygun şekilde yerleştirilir.
- Üretim hücreleri veya hattı tasarımı, en verimli malzeme ve bilgi akışını sağlayacak şekilde yapılır.
- İş istasyonları arası mesafeler ve malzeme taşıma yolları optimize edilir.
- Üretim ekipmanları ve robotlar gibi otomasyon araçları, genel ekipman etkinliği iş akışını desteklemek üzere entegre edilir.
- Çalışanların yetenekleri ve uzmanlıkları, iş istasyonlarına en iyi şekilde dağıtılır.
- Ürün tasarımı, üretim akışına uygun olarak revize edilir.
- İş akışında süreç varyasyonunu minimize etmek için standartlaştırılmış iş talimatları oluşturulur.
- Akış oluşturma süreci, sürekli iyileştirme için temel verileri ve geri bildirimleri sağlayacak şekilde tasarlanır.
4. Aşama: Çekme Üretim (Pull Production):
- Müşteri talebine göre üretim gerçekleştirilir, talep olmadan fazladan üretim yapılması engellenir.
- İş istasyonları, önceki iş istasyonunun çıkışını bekler ve bu sayede fazla envanter miktarı oluşmasının önüne geçilir.
- Stok seviyeleri minimize edilir, böylece kaynak israfı azaltılır.
- Kanban sistemleri veya diğer çekme tabanlı yöntemlerle malzeme ve ürün hareketleri yönetilir.
- Tedarik zinciri işbirliği ve entegrasyonu sayesinde tedarikçi tarafında da çekme mantığına geçilir.
- Üretim hızı, tüketici talebine uygun olarak esnek şekilde ayarlanabilir.
- Ürün varyasyonlarına göre esnek üretim yapabilme yeteneği geliştirilir.
- Ürün veya hizmet kalitesinin sürekli olarak korunmasını sağlamak için çekme üretim sistemi ile kalite kontrol süreçleri entegre edilir.
- Maliyet ve zaman etkinliğini artırmak için lojistik ve dağıtım süreçleri çekme mantığına göre optimize edilir.
5. Aşama: Mükemmeliyet İçin Sürekli İyileştirme (Continuous Improvement for Perfection):
- Sürekli iyileştirme kültürü oluşturulur.
- İş süreçleri, performans verileri ve geri bildirimler düzenli olarak analiz edilir.
- Kaizen, Six Sigma ve diğer kalite iyileştirme yöntemleri kullanılarak sürekli olarak verimlilik artırılır.
- İyileştirme fırsatları, verilerle desteklenen analizler ve trend tahminleri ile belirlenir.
- İş akışı, veri analitiği ve yapay zeka kullanılarak otomatik olarak izlenir ve geliştirme önerileri sunulur.
- Çalışanlar, proaktif olarak süreçlerdeki sorunları ve iyileştirme fırsatlarını bildirebilecekleri mekanizmalarla desteklenir.
- İyileştirme projeleri, yalın eğitimler ve atölyeler aracılığıyla çeşitli seviyelerdeki personelin katılımını içerir.
- Sürekli iyileştirme süreci, tedarikçi ve müşteri işbirliği ile genişletilir ve tüm tedarik zinciri boyunca uygulanır.
6. Aşama: Standartlaştırma (Standardization):
- En iyi uygulamalar belirlenir ve iş süreçleri standart hale getirilir.
- Standart iş akışları, talimatlar ve prosedürler oluşturulur.
- İş süreçleri, dokümantasyon ve eğitim materyalleri ile desteklenir.
- Standartlaştırılmış iş akışları, verimliliği artırmanın yanı sıra kalite ve güvenilirliği de artırır.
- Sürekli iyileştirme çabalarını desteklemek ve sürdürmek için standartlar gözden geçirilir ve güncellenir.
- İş süreçlerindeki varyasyonları azaltmak ve tutarlı sonuçlar elde etmek için standartlaştırılmış iş talimatlarına sıkı bir şekilde uyulur.
- Standart iş akışları, yeni personelin eğitimi ve entegrasyonu için önemli bir kaynak sağlar.
- Standartlar, ölçülebilir performans metriklerine dayalı olarak sürekli olarak değerlendirilir ve gerektiğinde iyileştirilir.
7. Aşama: Personel Katılımı (Employee Involvement):
- Çalışanlar süreç geliştirmeye aktif olarak katılır ve önerilerde bulunurlar.
- Çalışanlar, iş süreçlerindeki sorunları ve iyileştirme fırsatlarını tanımlamak üzere çeşitli kanallar aracılığıyla teşvik edilir.
- İş süreçlerinin tasarımı ve iyileştirilmesi için çok disiplinli ekipler oluşturulur.
- Çalışanlar, kendi alanlarındaki uzmanlık ve deneyimlerini paylaşarak iş süreçlerinin geliştirilmesine katkı sağlarlar.
- Çalışanların geri bildirimleri, sürekli iyileştirme sürecinin temelini oluşturur ve karar alıcıları bilgilendirir.
- Eğitim ve geliştirme fırsatları, çalışanların yalın prensipleri anlamalarını ve uygulamalarını desteklemek için sağlanır.
- Çalışanlar, ödüllendirme ve tanıma programlarıyla motive edilir ve yalın kültürün bir parçası olarak hissederler.
- İşbirliği ve takım çalışması teşvik edilir, çalışanlar farklı beceri setlerini birleştirerek daha yaratıcı ve etkili çözümler üretirler.
- Çalışanların fikirleri ve katkıları, yönetim tarafından değerlendirilir ve uygulanabilir olanlar hızla hayata geçirilir.
Yalın Üretimde İsraf Türleri (Muda)
Yalın üretimin temelinde üretim sürecinde yer alan israfların (muda) ortadan kaldırılması yer almaktadır. İsraf, müşteriye değer katmayan her türlü faaliyeti ifade eder. Bu israflar yedi ana başlık altında sınıflandırılır:
Fazla Üretim
Müşteri talebinden fazlasını üretmek en temel israflardan biridir. Fazla üretim, gereksiz stok, taşıma ve iş gücü kaybına yol açar. Ayrıca bu durum, sermayenin stoklarda gereksiz yere bağlanmasına neden olur.
Bekleme
Malzeme, ekipman veya insan gücünün bir sonraki işlem için beklemesi verimsizliği artırır. Bekleme süreleri, toplam üretim süresini uzatır ve teslimat gecikmelerine neden olur. Yetersiz planlama ve dengesiz iş yükü genellikle bu tür israflara yol açar.
Taşıma
Ürünlerin üretim süreci boyunca gereksiz yere taşınması hem zaman kaybı hem de fiziksel kaynakların aşırı kullanımına neden olmaktadır. Kötü yerleşim planları ve dağınık iş istasyonları bu israf türünü artırır.
Gereksiz İşlem
Fazladan işleme adımları, müşteri için ekstra değer yaratmadığı halde zaman ve enerji tüketir. Genellikle süreçlerin karmaşıklaştırılması veya standart dışı uygulamalar bu duruma yol açar.
Stok Fazlası
Fazla ham madde, yarı mamul ya da mamul stokları, nakit akışını bozar ve ürünlerin eskimesi riskini artırır. Stok fazlası, planlama hataları ya da güvenlik stoğu alışkanlıklarından kaynaklanabilir.
Gereksiz Hareket
Çalışanların yaptığı gereksiz fiziksel hareketler zaman kaybı ve fiziksel yorgunluğa neden olur. İş istasyonlarının kötü tasarlanması bu hareketleri artıran başlıca sebeptir.
Hatalı Üretim
Hatalı ürünler tekrar işleme, hurdaya çıkarma ya da müşteri şikayetlerine yol açar. Kalite problemleri, maliyetlerin artmasına yol açarken işletmenin itibarını ve müşteri güvenini de olumsuz etkiler.
Yalın Üretim Teknikleri
Yalın üretimin sahada etkin bir şekilde uygulanabilmesi için yalnızca felsefi bir yaklaşım yeterli olmamakta, bu yaklaşımı destekleyen pratik araçlara da ihtiyaç duyulmaktadır. Bu araçlar, üretim süreçlerini sadeleştirmeye, israfları ortadan kaldırmaya ve sürekli iyileştirmeyi sistematik hale getirmeye yardımcı olmaktadır.
5S (Sınıflandır, Düzenle, Temizle, Standartlaştır, Sürdür)
İş yerlerinde düzenin sağlanmasını amaçlayan bu sistem, çalışma alanlarının verimli, güvenli ve düzenli hale gelmesini sağlar. Her bir adım, hem fiziksel hem zihinsel olarak israfı ortadan kaldırmayı hedefler. Özellikle üretim alanında zaman kaybını azaltır ve çalışan verimliliğini artırır.
Kanban
Görsel bir üretim kontrol sistemidir. Malzeme ve üretim akışını yönetmek için kartlar ya da dijital panolar kullanılır. Kanban sayesinde üretim yalnızca ihtiyaç duyulduğunda başlatılır, bu da stok fazlasının önüne geçilmesini sağlar. Aynı zamanda üretimde denge ve ritim oluşturur.
Kaizen (Sürekli İyileştirme)
Küçük ama sürekli gelişmeleri hedefleyen bu teknik, tüm çalışanların katılımıyla süreçlerin daha verimli hale getirilmesini sağlar. Kaizen kültürü, çalışanların süreçlerle ilgili gözlemlerini paylaşmasını ve sahada gerçek zamanlı iyileştirmeler yapılmasını teşvik eder.
Poka-Yoke (Hata Önleme)
Üretim sürecinde hataların oluşmasını engellemek için tasarlanan basit ve etkili sistemlerdir. Hataların tespit edilmesinden önce önlenmesini sağlayan bu yaklaşım, kalite problemlerini azaltır ve yeniden işleme maliyetlerini ortadan kaldırır.
Andon
Üretim sürecinde meydana gelen sorunların anlık olarak görünür kılınmasını sağlayan görsel bir uyarı sistemidir. Işıklar veya dijital panolarla operatörler üretim hatlarında oluşan arızaları veya gecikmeleri hızlıca bildirir. Bu sayede hızlı müdahale ve kesintisiz üretim sağlanır.
SMED (Single Minute Exchange of Dies – Hızlı Kalıp Değişimi)
Üretim hattında yapılan geçiş sürelerini minimuma indirmeyi amaçlayan bu teknik, özellikle küçük partili üretim yapan işletmelerde esnekliği artırır. Kalıp değişim sürelerinin dakikalar içinde tamamlanması, duruş süresini azaltarak verimliliği yükseltir.
Heijunka (Üretim Dengeleme)
Talep dalgalanmalarına karşı üretim hacmini ve ürün çeşitliliğini dengede tutan bir planlama yaklaşımıdır. Heijunka sayesinde üretimdeki dalgalanmalar minimize edilir, kapasite planlaması optimize edilir ve çekme sistemleri daha etkin uygulanır.
Yalın Üretimin Faydaları
Yalın üretim, israfın sistematik olarak ortadan kaldırılmasına ve süreçlerin sürekli iyileştirilmesine odaklanan bir yaklaşım olarak işletmelere hem kısa vadeli operasyonel avantajlar hem de uzun vadeli stratejik kazanımlar sunar. Bu üretim modeli sayesinde kaynaklar daha etkin kullanılır, kalite standartları yükseltilir ve müşteri beklentileri daha etkin karşılanır.
Stok Maliyetlerinde Azalma
Yalın üretim, gereksiz stok birikimini engelleyerek depolama maliyetlerini düşürür. Daha az stokla çalışma prensibi sayesinde hem fiziksel alan ihtiyacı azalır hem de bağlı sermaye serbest kalır. Bu da finansal kaynakların daha verimli alanlara yönlendirilmesine imkan tanır.
Daha Kısa Üretim Süreleri
Süreçlerin sadeleştirilmesi ve akış odaklı yapılar sayesinde üretim döngü süreleri kısalır. Siparişler daha hızlı tamamlanır, teslimat süreleri azalır ve müşteri beklentileri daha etkin karşılanır.
Kalite İyileştirmesi
Yalın üretimde kalite, sonuç değil süreç bazlı bir hedef olarak ele alınır. Hataların kaynağında tespit edilmesi ve süreç boyunca sürekli iyileştirilmesi, yeniden işleme oranlarını düşürür ve müşteri şikayetlerini azaltır. Bu da marka güvenilirliğini artırır.
Çalışan Katılımı ve Motivasyonu
Operasyonel süreçlerin görselleştirilmesi, sadeleştirilmesi ve standartlaştırılması, çalışanların süreci daha iyi anlamasını ve sahiplenmesini sağlar. Karar alma süreçlerine dahil edilen ekipler, daha üretken ve motive bir şekilde katkı sağlar.
Departmanlar Arası Uyum
Yalın üretim, tedarik zinciri bileşenlerinin senkronize biçimde çalışmasına katkıda bulunur. Bu da iç iletişimi ve koordinasyonu güçlendirir, organizasyonel verimliliği artırır ve karar süreçlerini hızlandırır.
Stratejik Esneklik
Pazar taleplerine hızlı uyum sağlama becerisi, yalın üretimin önemli avantajlarından biridir. Talep değişimlerine hızlı yanıt verilir, yeni ürünlerin devreye alınması kolaylaşır ve operasyonel riskler azaltılır. Bu da işletmenin sürdürülebilir büyümesine katkı sunar.
Yalın Üretim ve Dijitalleşme
Dijital teknolojiler, yalın üretim ilkelerinin daha etkin uygulanmasını mümkün kılmaktadır. IoT sensörleriyle anlık veri toplanması, ERP sistemleriyle entegre süreç yönetimi, dijital ikiz teknolojileriyle simülasyon tabanlı iyileştirmeler yalın üretimi ileri bir seviyeye taşımaktadır.
Dijitalleşme sayesinde üretim hatlarındaki israflar daha hızlı tespit edilmekte, sürekli iyileştirme döngüsü daha verimli işletilmektedir. Özellikle büyük veri ve yapay zeka çözümleri, karar destek sistemlerinin optimizasyonunu sağlayarak yalınlaşmanın dijital boyutunu güçlendirmektedir.
Sep 11, 2025 | Blog
Verimlilik analizi ve süreçlerinde temel esas, üretimdir. Ticareti gerçekleştirilen ürün veya hizmetin kaliteli şekilde üretilmesi, piyasalarda etkin rol oynaması ve aktif platformlarda ticari başarının artması amaçları gözetilerek verimlilik hesaplanır. Avrupa ve Amerika’da büyük şirketlerin verimlilik analizi değerlendirmelerinde; iş kalitesi ile iş / çalışan senkronizasyonu sağlanarak, başarı yakalanmaya çalışılır.
Verimlilik, işletmelerin ve kurumsal yapıların temel stratejileridir. Üretim ve hizmet planı, var olan değerler, çalışan becerileri ve aktif iş başarılarının totalini oluşturur. Kurumlaşma / kurumsallaştırma veya kurumsal kimliğini tamamlamış firmaların, üretim, sermaye ve piyasa hacmini, kapasitesini artırmak amacıyla sistem değerlendirmesi yapılır. Profesyonel değerlendirme metodu ile verimlilik analizi sektörel başarı için gerekliliktir. Prodüktive manasına gelen verimlilik, çeşitli hesaplama yöntemleri ile rekabetçi ortam ve marka yükselişi için gerçekleştirilen bir projedir.
Verimlilik Analizi Nedir?
Verimlilik analizi, bir işletmenin sahip olduğu kaynakları (zaman, iş gücü, enerji, ekipman, sermaye vb.) ne ölçüde etkin kullandığını tespit etmek amacıyla yapılan sistematik bir ölçüm ve değerlendirme sürecidir. Bu analiz, girdiler ile çıktılar arasındaki ilişkiyi sayısal verilerle ortaya koyar ve süreçlerin ne kadar verimli işlediğini objektif biçimde gösterir.
Özellikle üretim ve hizmet sektörlerinde verimlilik analizi, hem operasyonel performansın ölçülmesi hem de sürdürülebilir iyileştirme fırsatlarının belirlenmesi açısından kritik bir rol oynamaktadır. Doğru yapılan bir analiz, mevcut durumu net biçimde ortaya koyarken, geleceğe dönük stratejik planlamalar için sağlam bir zemin sunar.
Verimlilik Analizi Nasıl Yapılır?
Şirketlerin ve kurumsal yapıların; planlama, organizasyon, çalışma teknikleri değerlendirilerek mevcut değer ve üretim doğrulaması yapılır. Çalışanların verimlilik analizi hesaplanırken; sadece iş aktiviteleri değil, iş kalitesi önem kazanır.
Şirkete getirilerin, satış ve pazarlanma geri dönüş ve ticari sirkülasyon sağlaması, çalışma süre / süreç ve skorlarından daha önemli değerler olup, marka kalitesini yükselten personel başarısı, ”verimlilik” esaslarında değerlendirilir.
Analiz sonucu tespit edilen ”zayıf ve başarısız noktalar” sistemsel değişiklikler ve çalışan verimliliği esaslarında incelenir. Çözüm önerileri, kurumsal faaliyetler ve iş / çalışan uyumu önem kazanır.
Avrupa ve Amerika’da özellikle büyük şirketlerin verimlilik analizi değerlendirmelerinde; iş kalitesi ile iş / çalışan senkronizasyonu sağlanarak, şirket başarısı yakalanmaya çalışılır. İnsan ilişkileri veya kurum içi çalışan uyumundan ziyade, kişi veya kişilerin kuruma katkısı ile iş başarısı ve verimlilik arttıran kaliteli iş güdüleri değerlendirilir.
Verimlilik Analizinde Yöntem ve Araçlar
- Mevcut durum / verimlilik analizi
- Proje ekibi oluşturma
- Eğitim süreç ve metodu
- Ölçme ve değerlendirme, analiz etme
- Workshop
- Rapor ve sunum aşamalarından oluşmaktadır.
Verimlilik analiz ve tüm süreçlerinde temel esas, üretimdir. Ticareti gerçekleştirilen ürün veya hizmetin kaliteli şekilde üretilmesi, piyasalarda etkin rol oynaması ve aktif platformlarda ticari başarının artması amaçları gözetilerek, verimlilik hesaplanır. Doğru orantı amacıyla şirket hacmi, üretim kapasitesi ve ”kâr” odağıyla en iyi analizler yapılarak, çözümler sunulur, durum değerlendirmesi yapılır ve sonuca göre verimlilik artırmak için yöntemler uygulanır.
Verimlilik Analizlerinin İçeriği
Farklı temeller üzerinden değerlendirmeler yapılarak, şirket üretim ve kaynak verimliliği üzerinden içerik hazırlanır. Bu adımlar şu şekildedir:
- İş – üretim – analiz ve tüm süreçlerin analizleri
- İstatiksel süreç analizi / örnekleme yapmak
- Çalışanların; zaman / zaman kullanım / kayıp zaman oranlarının belirlenmesi
- Zaman kaçakları / planlama hataları / organizasyon yanlışlıkları analiz edilir
- Çalışma yöntemi hataları, teknolojik aktivite veya teknolojik eksiklikler, çalışan – iş uygunluğu analizleri yapılır
- Verimliliği engelleyen nedenler, hassas ve zayıf noktaların giderilmesi
* Verimlilikte analiz edilen değerlerin çözümü sunulması ve verimlilik düşüren zayıflıkların ortadan kaldırılması, çözüm sağlanması, verimlilik analizi konusudur.
Verimlilik Analizi Hangi Alanlarda Uygulanır?
Verimlilik analizi, bir işletmenin sadece üretim hattındaki makineleri ya da ekipman performansını değerlendirmekle sınırlı değildir. İşletmenin genel yapısını oluşturan tüm süreçler bu analiz kapsamında ele alınabilir. Üretim sürecinde, makine ve hat verimliliği analiz edilerek duruş süreleri, üretim kapasitesi ve çıktı kalitesi değerlendirilir. İş gücü verimliliği ölçümlerinde ise çalışan başına düşen üretim miktarı, işlem süresi ve hatasız tamamlama oranları gibi göstergeler incelenir.
Enerji verimliliği, kullanılan elektrik, doğalgaz veya diğer enerji kaynaklarının birim ürün başına tüketimi üzerinden hesaplanarak değerlendirilir. Bu da hem maliyetleri düşürmeye hem de çevresel sürdürülebilirliği artırmaya yönelik önemli bir adımdır. Benzer şekilde su ve ham madde kullanımı gibi doğal kaynaklara yönelik verimlilik ölçümleri de analiz sürecine dahil edilebilir.
Verimlilik analizi, üretim dışındaki süreçlerde de performans ölçümü ve iyileştirme fırsatları sunar. Stok yönetimi, malzeme akışı, bakım faaliyetleri, tedarik zinciri yönetimi, lojistik, kalite kontrol ve idari operasyonlar da bu analizin uygulandığı önemli alanlar arasındadır.
Bu bütüncül yaklaşım, işletmelerin üretim alanlarının yanı sıra süreç geçişleri ve destekleyici fonksiyonlarda da verimlilik kazanımları elde etmesini sağlar. Her bir fonksiyonun ayrı ayrı değerlendirilmesi ise genel operasyonel verimliliği artırır ve kaynak kullanımında daha bilinçli kararlar alınmasına yardımcı olur.
Verimlilik Analizi Süreci Nasıl İşler?
Verimlilik analizi, adım adım ilerleyen planlı ve ölçülebilir bir süreçtir. Her aşama, veriye dayalı değerlendirme yapılabilmesi için titizlikle kurgulanmalıdır.
Hedef Belirleme
Analiz süreci, ölçülmek istenen alanın net şekilde tanımlanmasıyla başlar. Örneğin, üretim hattındaki makine verimliliğinin ölçülmesi ya da çalışan başına düşen üretimin analiz edilmesi gibi farklı odaklar belirlenebilir. Hedeflerin netleşmesi, kullanılacak metriklerin ve toplanacak verilerin türünü doğrudan etkiler. Analizin daha odaklı ve uygulanabilir olabilmesi için hedeflerin SMART kriterlerine (Specific – Özgül, Measurable – Ölçülebilir, Achievable – Ulaşılabilir, Relevant – İlgili, Time-bound – Zamanlı) uygun şekilde tanımlanması gerekir. Bu yaklaşım, verimlilik analizinin sonuçlarının daha etkili değerlendirilmesine katkı sağlar.
Veri Toplama ve Sınıflandırma
Hedef belirlendikten sonra gerekli veriler toplanır. Bu veriler manuel yöntemlerle ya da otomasyon sistemlerinden doğrudan alınabilir. Önemli olan, verilerin doğru, güncel ve analiz edilebilir biçimde organize edilmesidir. Girdiler (iş gücü, enerji, malzeme) ve çıktılar (üretim adedi, ürün kalitesi, teslim süresi) ayrı kategoriler halinde sınıflandırılır.
Performans Göstergelerinin Analizi
Toplanan veriler, belirlenen performans göstergeleri (KPI) doğrultusunda değerlendirilir. Bu göstergeler, OEE (Toplam Ekipman Etkinliği), iş gücü verimliliği, enerji tüketimi başına çıktı, ürün başına maliyet gibi metrikleri içerebilir. Her bir KPI, mevcut durumu ortaya koyarken aynı zamanda geçmiş dönem karşılaştırmalarına da olanak tanır.
Karşılaştırmalı Değerlendirme
Analiz edilen veriler, önceki dönemlerle ya da sektörel ortalamalarla karşılaştırılır. Bu değerlendirme sayesinde işletme, performansındaki artış ya da düşüşü nesnel olarak görebilir. Aynı zamanda farklı hatlar, vardiyalar veya tesisler arasındaki farklar da görünür hâle gelir.
Raporlama ve Aksiyon Planı
Son aşamada analiz sonuçları açık, anlaşılır ve görsel destekli bir rapor haline getirilir. Hazırlanan rapor, mevcut performansın fotoğrafını sunmakla birlikte gelişim alanlarını belirler ve somut iyileştirme adımlarına zemin hazırlar. Süreç böylece yalnızca bir ölçüm faaliyeti olmaktan çıkar ve gerçek bir dönüşüm aracına dönüşür.
Kullanılan Yöntemler ve Ölçüm Teknikleri
Verimlilik analizinde kullanılan yöntemler, ölçüm yapılacak alana ve hedefe göre çeşitlilik göstermektedir. En yaygın kullanılan tekniklerden biri olan OEE (Overall Equipment Effectiveness), ekipman etkinliğini, kullanılabilirlik, performans ve kalite olmak üzere üç temel başlıkta ölçer ve genellikle üretim hatlarında tercih edilir. Zaman etüdü, bir işi yapmak için geçen süreyi analiz ederek süreç iyileştirmelerine ışık tutar.
İş gücü verimliliği analizlerinde çalışan başına düşen üretim miktarı, vardiya başı çıktı gibi göstergeler dikkate alınır. Enerji verimliliği için kWh başına üretim adedi, CO₂ salınımı başına üretim değeri gibi çevresel metrikler değerlendirilir. Ayrıca çok kriterli karar analizi (MCDA) ve benchmarking gibi ileri seviye yöntemlerle daha detaylı karşılaştırmalar yapılabilir.
Verimlilik Artışı için Elde Edilen Veriler Nasıl Yorumlanır?
Verimlilik analizinden elde edilen verilerin anlamlandırılması, sürecin en kritik aşamalarından biridir. Analiz sonucunda elde edilen değerlerin tek başına yüksek ya da düşük olması yeterli bir yorum için yeterli değildir. Bu verilerin bağlam içinde değerlendirilmesi gerekir.
Örneğin, OEE değerinin %70 olması düşük gibi görünse de sektöre göre ortalamanın üzerinde olabilir. Bu nedenle veriler, sektörel normlar ve geçmiş dönem performansları ile birlikte ele alınmalıdır.
Ayrıca veriler arasında korelasyonlar kurularak verimliliği etkileyen asıl nedenler belirlenebilir. İş gücü eksikliği, duruş süreleri, kalite kayıpları gibi faktörler verim düşüklüğünün kök nedenleri olabilir. Analizlerden elde edilen doğru içgörüler, bugünkü performansı anlamanın yanı sıra gelecekteki verimlilik artırma stratejilerinin temelini oluşturur.
AI Agent Tabanlı Verimlilik Geliştirme Yaklaşımları
AI agent sistemleri, verimlilik analizini yalnızca ölçüm ve değerlendirme süreci olmaktan çıkararak, aktif bir iyileştirme aracına dönüştürmektedir. Bu sistemler, işletme süreçlerinden sürekli veri toplayarak, değişkenler arasındaki ilişkileri analiz eder ve en uygun aksiyonları otomatik olarak önerir. Makine öğrenimi tabanlı bu yaklaşımlar sayesinde verimlilik analizleri dinamik, çevik ve ölçeklenebilir hale gelir.
AI agent’lar üretim sırasında enerji tüketimini optimize edebilir, makine duruşlarını azaltacak bakım zamanlamalarını hesaplayabilir ve çalışan planlamasını anlık taleplere göre ayarlayabilir. Bu tür yapılar, verimliliği artırırken insan müdahalesini azaltır, karar alma süreçlerini hızlandırır ve israfı minimize eder. Böylece verimlilik, sistemin kendi içinde sürekli olarak yeniden optimize edilen bir hedef haline gelir.
Maksimum verimlilik için fabrikaların üretimini son teknolojiyle buluşturan ürün yönetim sistemlerimiz hakkında detaylı bilgi almak için hemen bizimle iletişime geçin. Cormind olarak 7/24 takip edilmesi mümkün sistemlerle kesin verilere ulaşmanızı sağlıyoruz.
Sep 8, 2025 | Blog
Profinet, IIB 61784-2 (İletişim Profili Ailesi 3 (PROFIBUS & PROFINET)- RTE iletişim profilleri) uyarınca Profibus International (PI) birliğinin Endüstriyel Ethernet açık standardıdır ve otomasyon ağlarında en yaygın kullanılan standartlardan birisidir.
Profinet, Endüstriyel Ethernet, TCP / IP ve IT dünyasından bazı iletişim standartlarına dayanmaktadır. Özellikleri arasında veri yolu üzerinden iletişim kuran cihazların veri yolu içinde yapılan taleplerin işlenmesinde iş birliği yapmayı kabul ettiği gerçek zamanlı ethernet bulunmaktadır.
Ethernet kablosu gibi temel bir bağlantı ve OSI modelinin 1. ve 2. seviyelerine eşdeğer bazı kurulan iletişim çerçeveleri ile başlayan PROFINET, ProfiSafe ve ProfiEnergy gibi özel kullanım için “profiller” adı verilen yeni işlevler içermektedir. İletilen her veri durumu için özel bir seviye 7 tadil edilebilir (uygulanabilir). ProfiSafe durumunda, güvenlik verileri ve ProfiEnergy durumunda, enerji tasarrufu ve kontrolü için veriler ve komutlar bulunur.
Bu protokol ile cihazları, sistemleri ve hücreleri (yalıtılmış cihaz setleri) bağlayarak, iletişimin hızını ve güvenliğini arttırıp, üretimi optimize ederek maliyetleri düşürmek mümkündür. Profinet, özellikleri sayesinde, BT ağlarına daha tipik olan ethernet iletişimi uyumluluğunu sağlar ve özelliklerinden yararlanır. Tek fark, endüstriyel ağın gerektirdiği gerçek zamanlı performansa kıyasla, kurumsal ağlarda bulunan bir ethernet iletişiminin hızıdır.
Ek olarak, E/S düzeyinde profinet standardının kullanılması aşağıdaki avantajları sağlayabilir:
- Altyapılarda iyileştirilmiş ölçeklenebilirlik.
- Ağ üzerinden saha cihazlarına erişim. Haberleşmesinde ethernet kullanan bir protokol olan haberleşme protokolü, saha şebekelerine diğer şebekelerden kolay bir şekilde ulaşılmasını sağlar.
- Bakım görevlerinin yerine getirilmesi ve herhangi bir yerden hizmet sağlanması. Uzaktan bakımın yapılması için saha cihazlarına örneğin VPN gibi güvenli bağlantılar üzerinden erişmek mümkündür.
Profinet Bağlantı Şeması
Modbus, Profibus ve Profinet bağlantı şeması
Profi-net Haberleşme
Profi-net; 3 haberleşme servisini kullanır:
- Standart TCP / IP: Bu hizmet, paramterizasyon, video/ses iletimi ve verilerin daha yüksek bir seviyedeki IT sistemlerine aktarılması gibi belirleyici olmayan işlevler için kullanılır.
- Gerçek Zamanlı: TCP/IP katmanları, 1-10 MS aralığında bir gecikmeyle çalışan deterministik otomasyon uygulamaları için kullanılmaz. Bu, hareket kontrolü ve yüksek performans gereksinimleri dahil, tipik E/S uygulamaları için uygun yazılıma dayanan bir çözümdür.
- Eşzamanlı Gerçek Zamanlı: Programlanan sinyalin önceliklendirilmesi ve programlanan anahtarlama hareket kontrolü gibi uygulamalar için yüksek hassasiyetli senkronizasyon sağlar. Milisaniyenin altındaki aralıklarda döngü hızları, mikrosaniyenin altındaki mikroskopta (dijital sinyaller gönderilirken geçici değişiklik) mümkündür.
Profinet Protokolleri
Profinet bağlamında tanımlanmış çeşitli protokoller vardır. Aşağıda kendi özel kullanımlarıyla birlikte bu protokollerin bir listesi bulunmaktadır.
- PROFINET / CBA Protokolü: Endüstriyel ortamlarda dağıtılan otomasyon uygulamalarıyla ilgili protokol.
- PROFINET / DCP Protokolü: Keşif ve temel yapılandırma. Aygıtların ve IP adreslerinin adlarını yapılandırmak için kullanılan bağlantı katmanını temel alan bir protokoldür. Bir ağla sınırlandırılmıştır ve temel olarak DHCP sunucusu bulunmayan küçük ve orta uygulamalarda kullanılır.
- PROFINET / IO Protokolü: Bazen PROFINET-RT (RealTime) olarak adlandırılır, merkezi olmayan çevre birimlerle iletişim kurmak için kullanılır.
- PROFINET / MRP Protokolü: Medya yedekleme protokolü. Ağın bir halka topolojisine sahip olması durumunda, arıza olması durumunda ağların yeniden yapılandırılması için temel prensipleri kullanır. Bu protokol türü, maksimum kullanılabilirlik gerektiren ağlarda kullanılır.
- PROFINET / MRRT Protokolü: Hedefi PROFINET / RT için medya fazlalığı için çözümler sunmaktır.
- PROFINET / PTCP Protokolü: Çeşitli PLC’lerde saat/zaman sinyallerini senkronize etmek için link katmanına dayalı Hassas Zaman Kontrol Protokolü.
- PROFINET / RT Protokolü: Gerçek zamanlı veri transferi.
- PROFINET / IRT Protokolü: Eşzamanlı verilerin gerçek zamanlı olarak aktarılması.
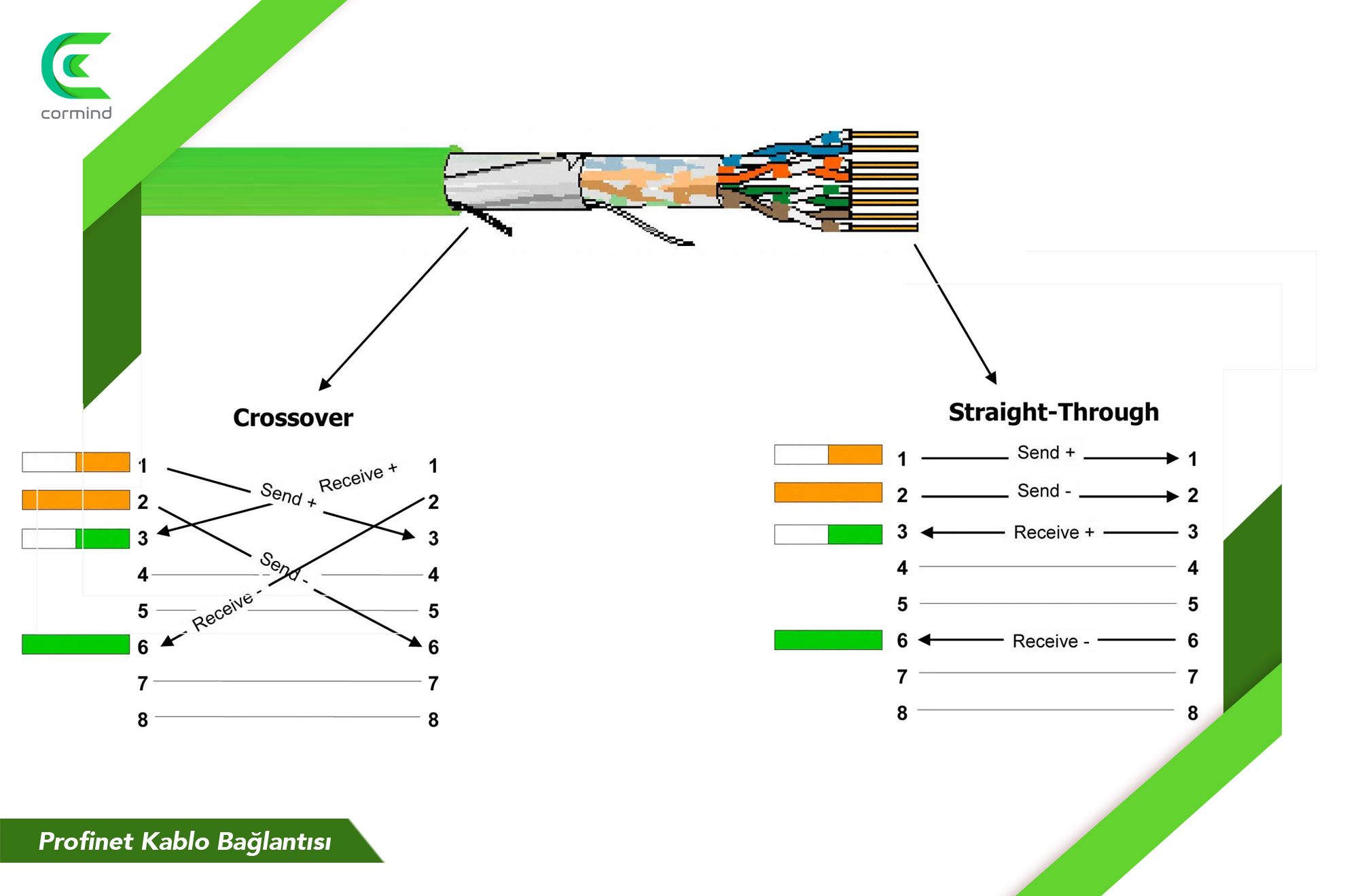
Profinet Kablo Bağlantısı
profinet kablo bağlantısı
Profinet Nedir?
Profinet, endüstriyel otomasyon sistemlerinde kullanılan, Ethernet tabanlı bir iletişim protokolüdür. PROFIBUS & PROFINET International (PI) tarafından geliştirilmiş olan bu açık standart, üretim sistemlerindeki cihazların birbirleriyle gerçek zamanlı ve güvenli şekilde haberleşmesini sağlar.
Profinet, PLC’ler (Programlanabilir Lojik Kontrolör), sensörler, motor sürücüleri, robotlar ve SCADA sistemleri arasında yüksek hızlı veri alışverişine olanak tanır. Sahip olduğu ölçeklenebilir yapı sayesinde küçük üretim birimlerinden büyük fabrikalara kadar her ölçekte kullanılabilir. Yüksek performansı, esnekliği ve geleceğe dönük dijitalleşme uyumu sayesinde Profinet, endüstriyel iletişimde yaygın olarak tercih edilen bir çözümdür.
Profinet Nasıl Çalışır?
Profinet, Ethernet ağı üzerinden cihazlar arasında veri iletişimi sağlayan bir sistemdir. Standart Ethernet altyapısını kullanarak üretim hattındaki bileşenler arasında hem döngüsel (cyclic) hem de olay bazlı (acyclic) veri aktarımı gerçekleştirir. Her bir Profinet cihazı, belirli bir IP adresine sahiptir ve ağ üzerindeki diğer cihazlarla bu adres üzerinden iletişim kurar.
Profinet’in temel avantajı, gerçek zamanlı (Real-Time) veri transferi sağlamasıdır. Bu sayede kontrol sistemleri üretim hatlarını gecikme olmadan yönetebilir. Ayrıca yapılandırma yazılımları aracılığıyla cihazların tanımlanması, parametrik olarak ayarlanması ve izlenmesi kolaylaştırılır. Ağ üzerindeki cihazlar arızalandığında ya da değiştirildiğinde sistem otomatik olarak yeniden tanıyabilir, bu da bakım kolaylığı sağlar.
Profinet Türleri ve Standartları
Profinet, farklı kullanım senaryolarına uygun olarak birkaç temel türde yapılandırılabilir. Her biri farklı ölçek, uygulama ve performans ihtiyaçlarına yanıt verir.
Profinet IO
Profinet IO, merkezi kontrol birimi (örneğin PLC) ile dağıtık çevre birimleri (sensörler, aktüatörler vb.) arasındaki veri iletişimini sağlar. IO kontrolör, verileri işlerken, IO cihazları veri sağlayan uç birimlerdir. Gerçek zamanlı kontrol gereksinimlerine göre optimize edilmiştir ve en yaygın kullanılan Profinet yapılandırmasıdır.
Profinet CBA
Profinet CBA (Component Based Automation), daha çok modüler sistemlerde tercih edilen bir modeldir. Farklı sistem bileşenlerinin birbirinden bağımsız olarak geliştirilip bir araya getirilmesini sağlar. CBA, karmaşık sistem entegrasyonlarında, özellikle fabrika otomasyonu dışında proses otomasyonu gibi uygulamalarda kullanılır.
Profinet RT ve IRT
Profinet RT (Real-Time), standart Ethernet üzerinden yüksek performanslı veri iletimi sağlar ve birçok otomasyon uygulaması için yeterlidir. Ancak hareket kontrolü gibi yüksek hassasiyetli senkronizasyon gereken alanlarda Profinet IRT (Isochronous Real-Time) kullanılır. IRT, gecikmeyi mikrosaniye seviyesine indirerek, hareketli parçaların mükemmel uyumla çalışmasını sağlar.
Profinet DCP
Profinet DCP (Discovery and Configuration Protocol), cihazların ağ üzerindeki tanımlama ve temel yapılandırma işlemlerini gerçekleştirmek için kullanılır. DHCP sunucusu gerektirmeyen küçük ve orta ölçekli sistemlerde yaygın olarak tercih edilir. Bu protokol sayesinde cihazlara kolayca isim ve IP adresi atanabilir.
Profinet MRP
Profinet MRP (Media Redundancy Protocol), halka topolojisinde kurulan ağlarda yedeklilik sağlar. Ağda bir arıza meydana geldiğinde, bağlantıların alternatif rotalar üzerinden yeniden yapılandırılmasını mümkün kılar. Böylece sistem kesintisiz bir şekilde çalışmaya devam eder.
Profinet MRRT
Profinet MRRT (Media Redundancy for Real-Time), gerçek zamanlı veri iletimi (RT) için medya fazlalığı çözümleri sunar. Kritik uygulamalarda kesintisiz veri akışı ve daha yüksek güvenilirlik sağlamak amacıyla kullanılır.
Profinet PTCP
Profinet PTCP (Precision Transparent Clock Protocol), farklı PLC’ler arasında saat ve zaman senkronizasyonu sağlamak için geliştirilmiştir. Zaman hassasiyeti gerektiren uygulamalarda, cihazlar arası koordinasyonun hatasız bir şekilde yürütülmesine olanak tanır.
Profinet Haberleşme
Profinet, endüstriyel haberleşmede üç farklı servis katmanını kullanarak çeşitli uygulama gereksinimlerine yanıt verir:
- Standart TCP/IP: Video izleme, cihaz konfigürasyonu, raporlama gibi belirleyici olmayan uygulamalarda kullanılır. IT sistemleriyle veri alışverişi için idealdir.
- Gerçek Zamanlı (Real-Time): 1–10 milisaniye arasında gecikmeye sahip olup, E/S iletişimi ve temel hareket kontrolü için uygundur.
- Eşzamanlı Gerçek Zamanlı (Isochronous Real-Time): Mikrosaniyenin altındaki senkronizasyon gerektiren uygulamalar için geliştirilmiştir. Robotik ve CNC gibi ultra hassas uygulamalarda tercih edilir.
Profinet ile Profibus Arasındaki Farklar
Profinet ve Profibus, aynı kuruluş tarafından geliştirilmiş olsalar da yapısal ve teknolojik anlamda ciddi farklar taşırlar. Profibus, seri iletişime dayalıdır ve RS-485 protokolü üzerinden çalışır. Profinet ise Ethernet tabanlıdır ve daha yüksek hız, esneklik ve veri kapasitesi sunar.
Profibus daha eski ve köklü bir protokol olup halen birçok endüstride kullanılmaktadır. Ancak dijital dönüşüm ve IoT ihtiyaçları doğrultusunda Profinet daha çok tercih edilmektedir. Profinet aynı zamanda kablosuz iletişim, bulut bağlantısı ve AI tabanlı sistemlerle daha uyumlu çalışır.
Profinet’in Avantajları Nelerdir?
Endüstriyel operasyonların daha verimli, esnek ve kesintisiz ilerleyebilmesi için iletişim altyapısının güçlü olması büyük önem taşır. Bu kapsamda Profinet, sunduğu çeşitli avantajlarla üretim hatlarında güvenilir ve yüksek performanslı veri iletimi sağlar.
- Gerçek zamanlı veri iletimi sayesinde üretim hatlarında anlık karar alma süreçleri desteklenir, üretim gecikmeleri ve arıza kaynaklı duruşlar en aza indirilir.
- Yüksek hızda ve kararlı veri aktarımı ile sensörler, aktüatörler ve kontrol cihazları arasında kesintisiz iletişim sağlanır.
- Üretim tesislerinde ihtiyaçlara göre kolayca ölçeklendirilebilir, böylece küçük makinelerden büyük ve karmaşık hatlara kadar her yapıya entegre edilebilir.
- Ethernet tabanlı yapısı sayesinde mevcut IT altyapıları ile sorunsuz entegrasyon sağlar ve üretim verilerinin merkezi sistemlere aktarılmasını kolaylaştırır.
- Otomatik cihaz tanıma, hızlı yapılandırma ve arıza durumunda kendini yeniden yapılandırma özellikleri sayesinde sistem devreye alma süresi kısalır.
- Cihazlar arası haberleşme sorunları erken tespit edilerek bakım süreleri azaltılır, böylece bakım maliyetlerinde ciddi düşüş sağlanır.
- PROFINET, geniş protokol desteğiyle farklı üretici cihazlar arasında yüksek uyumluluk sunar, bu da tedarikçi bağımlılığını azaltır.
- Gerçek zamanlı ve izlenebilir veri iletimi sayesinde kalite kontrol süreçleri güçlenir, üretim hatalarına erken müdahale imkanı doğar.
- Endüstri 4.0 uyumluluğu ile makineler arası haberleşmeyi ve veri analizini mümkün kılar, böylece otonom sistemlerin geliştirilmesi için uygun altyapı sağlar.
- Uzaktan erişim ve merkezi kontrol gibi dijital yetkinliklerle, farklı coğrafyalardaki tesislerin tek bir sistem üzerinden yönetilmesi mümkün olur.
- Sürekli veri akışı ve izlenebilirlik sayesinde enerji yönetimi, çevresel denetim ve sürdürülebilirlik hedeflerine ulaşmak daha kolay hâle gelir.
- Güvenlik protokolleri sayesinde ağ güvenliği sağlanır ve yetkisiz erişim riskleri minimize edilir.
Profinet Nerelerde Kullanılır?
Profinet, endüstriyel otomasyonun hemen her alanında kullanılmaktadır.
- Otomotiv üretim hatlarında robotlar, sensörler ve denetleyici sistemler arasında senkronizasyon sağlar.
- Gıda ve içecek endüstrisinde hijyenik üretim koşullarına uygun, izlenebilir ve hızlı otomasyon süreçlerini destekler.
- Ambalaj makinelerinde yüksek hassasiyet gerektiren işlemleri koordine ederek üretim verimliliğini artırır.
- Robotik sistemler ve CNC tezgahlarında milisaniyelik zamanlamalarla hassas hareket kontrolü sağlar.
- Kimya, ilaç ve proses kontrol tesislerinde sıcaklık, basınç ve akış gibi parametrelerin anlık takibini mümkün kılar.
- Enerji santralleri, trafo merkezleri ve altyapı sistemlerinde kararlı ve kesintisiz veri alışverişi sunar.
Profinet ile Endüstri 4.0 Entegrasyonu
Endüstri 4.0, üretim süreçlerinde dijitalleşmeyi ve sistemler arası kesintisiz veri iletişimini merkeze alan bir dönüşüm sürecidir. Bu yeni endüstri paradigmasında, makineler, yazılımlar ve üretim ağları gerçek zamanlı olarak birbiriyle haberleşir, böylece daha esnek, öngörülebilir ve optimize edilmiş üretim ortamları oluşturulur. Profinet, bu dönüşümün temel ihtiyaçlarını karşılayan gelişmiş bir iletişim altyapısı sunar.
Yapay zeka uygulamaları, büyük veri analitiği, bulut tabanlı çözümler ve dijital ikiz teknolojileri gibi Endüstri 4.0 bileşenleriyle yüksek uyumluluk gösteren Profinet, sadece veri iletimini değil, verinin işlenmesini, anlamlandırılmasını ve otomasyon sistemlerine entegre edilmesini de mümkün kılar.
Bu sayede üretim sahasında bilgi akışıyla birlikte karar alma süreçleri de daha akıllı ve özerk bir yapıya dönüşür. Profinet ile kurulan bu dijital köprü, Endüstri 4.0’ın sunduğu tüm olanaklardan etkin bir şekilde yararlanılmasını sağlar.
Sep 4, 2025 | Blog
Üretim hatlarında kesintisiz çalışma ve yüksek güvenilirlik, operasyonel başarının temel unsurları arasında yer alır. Ancak en gelişmiş sistemlerde bile zaman zaman arızalar meydana gelebilir. Bu gibi durumlarda asıl belirleyici olan, arızanın ne kadar sürede giderildiğidir.
MTTR (Mean Time to Repair), bir arıza sonrasında ekipmanın yeniden çalışır duruma getirilmesi için geçen ortalama süreyi tanımlar. Bu metrik, bakım süreçlerinin etkinliğini ölçmenin ötesinde bir işleve sahiptir. Üretim sürekliliğini sağlamak, ekipman performansını yükseltmek ve operasyonel maliyetleri denetim altında tutmak açısından önemli bir referans noktasıdır.
Dijitalleşmenin hız kazandığı günümüzde, MTTR verileri sayesinde işletmeler daha isabetli kararlar alabilir ve bakım süreçlerini stratejik avantajlara dönüştürebilir.
MTTR Nedir?
MTTR, bir sistemin ya da ekipmanın arıza sonrası ne kadar sürede tamir edilip tekrar çalışır hale getirildiğini ölçen ortalama süredir. Arıza meydana geldikten sonra sistemin onarılması, test edilmesi ve yeniden devreye alınması için geçen toplam zaman, MTTR hesaplamalarının temelini oluşturur. Bu metrik, bakım performansını ve organizasyonun müdahale hızını gösteren objektif bir göstergedir.
MTTR, bakım süreçlerinin verimliliğini değerlendirmenin yanı sıra arıza tanılama, yedek parça erişimi ve teknik ekip donanımı gibi unsurların genel performansa etkisini ortaya koyan kritik bir göstergedir. Üretimdeki duruş sürelerini azaltmak ve arıza sonrası toparlanma sürecini kısaltmak isteyen tüm işletmeler için MTTR, izlenmesi gereken temel bir performans göstergesidir.
MTTR Nasıl Hesaplanır?
MTTR hesaplaması oldukça basit bir formüle dayanır:
- MTTR = Toplam Onarım Süresi / Arıza Sayısı
Örneğin, bir üretim hattında 1 hafta içinde toplamda 8 saatlik onarım süresi geçirilmiş ve bu süre boyunca 4 ayrı arıza yaşanmışsa, MTTR değeri 2 saat olur. Bu, her arızanın ortalama 2 saatte giderildiğini gösterir. Hesaplamada yalnızca onarım süresi dikkate alınır. Arızanın fark edilmesi ya da raporlanması gibi aşamalar MTTR kapsamına dahil değildir.
Doğru hesaplama için onarım süresi net olarak ölçülmeli, kronolojik kayıtlar tutulmalı ve standart bir ölçüm yaklaşımı uygulanmalıdır. Ayrıca MTTR değeri düzenli aralıklarla takip edilerek zaman içindeki gelişim ya da gerilemeler analiz edilmelidir.
MTTR ile Karıştırılan Diğer Bakım Göstergeleri
MTTR, sektörde sıkça kullanılan bazı diğer metriklerle karıştırılabilir. Bu göstergeler MTTR ile birlikte değerlendirilerek daha sağlıklı bir analiz yapılabilir.
MTBF (Mean Time Between Failures)
MTBF, iki arıza arasındaki ortalama süreyi ifade eder. Yani ekipmanın ne kadar süre çalıştıktan sonra arızalandığını ölçer. MTTR onarım süresine odaklanırken, MTBF sistemin güvenilirliğine dair bilgi verir. MTBF yüksekse, sistem uzun süre arıza yapmadan çalışabiliyor demektir. MTTR düşükse, arıza oluştuğunda hızlıca giderilebiliyor anlamına gelir. İdeal durumda, MTBF yüksek, MTTR düşük olmalıdır.
MTTF (Mean Time to Failure)
MTTF, genellikle tamir edilemeyen ekipmanlar için kullanılır ve bir cihazın çalışmaya başladıktan sonra arızalanana kadar geçen ortalama süredir. Tek kullanımlık ya da değişimi gereken parçalar için uygundur. MTTR’nin aksine bu metrik onarım süreciyle değil, bileşenin ömrüyle ilgilidir.
MTTA (Mean Time to Acknowledge)
MTTA, bir arızanın fark edilmesinden sonra bakım ekibinin müdahaleye başlamasına kadar geçen ortalama süredir. Bu değer, arıza bildirimi ve organizasyonel tepki hızını ölçmek için kullanılır.
MTTR ise müdahale başladıktan sonra onarımın tamamlanmasına kadar geçen süreci kapsar. Bu iki değer birlikte analiz edildiğinde hem organizasyonel hem teknik performans ölçülebilir.
MTTR Neden Önemlidir?
MTTR, üretim sürekliliği, maliyet kontrolü ve operasyonel verimlilik açısından kritik bir metrik olarak öne çıkar. Özellikle sürekli üretim yapan işletmelerde arızalar doğrudan duruşlara neden olduğundan, her dakika maliyet anlamına gelir. MTTR’nin düşük tutulması, duruş süresini en aza indirerek üretim hattının daha verimli çalışmasını sağlar.
Ayrıca yüksek MTTR değerleri müşteri teslimat sürelerini uzatabilir, üretim planlarını aksatabilir ve iş gücü planlamasında dengesizlik yaratabilir. Bu nedenle MTTR, teknik performansı ölçmenin ötesinde, ticari başarı üzerinde doğrudan etkisi bulunan stratejik bir parametre olarak değerlendirilir. Etkili bir MTTR takibi, işletmenin sürdürülebilirlik, bakım yönetimi ve dijitalleşme düzeyini ortaya koyar.
MTTR Değeri Ne Kadar Olmalı?
MTTR için “ideal değer” işletmenin sektörü, ekipman türü, üretim yapısı ve bakım organizasyonuna göre değişiklik gösterir. Örneğin, otomotiv veya gıda gibi kesintisiz üretimin kritik olduğu sektörlerde MTTR’nin birkaç dakikayla sınırlı olması beklenirken, daha az hassas üretim yapan sektörlerde saatlik seviyeler kabul edilebilir. Ancak genel ilke şudur: MTTR ne kadar düşükse, üretim hattı o kadar esnektir ve risklere karşı daha dirençlidir.
MTTR hedeflerinin belirlenmesinde önceki dönem verileri, ekipman türleri ve arıza türleri dikkate alınmalıdır. Ayrıca MTTR analizleri, ortalama süreyle birlikte medyan değerleri ile en uzun ve en kısa onarım sürelerini de kapsayacak şekilde yapılmalıdır. Bu sayede istisnai durumlar da göz önünde bulundurularak daha dengeli bir yorum yapılabilir.
MTTR’yi Etkileyen Faktörler
MTTR değerini etkileyen birçok teknik ve operasyonel faktör bulunmaktadır. Bunların başında bakım ekibinin yetkinliği gelir. Eğitimli, deneyimli ve arızaya hızlı müdahale edebilen ekipler, MTTR’yi doğal olarak düşürür.
İkinci önemli unsur yedek parça yönetimidir. Kritik parçaların stokta bulunmaması, en basit arızaların bile uzun süreli duruşlara neden olmasına yol açabilir.
Buna ek olarak arızanın doğru tespiti, yani teşhis sürecinin kalitesi, onarım süresini doğrudan etkiler. Doğru analiz yapılamayan durumlarda yanlış müdahale riski artar ve bu da MTTR’yi yükseltir.
Son olarak, dijital bakım sistemlerinin eksikliği veya yeterince entegre edilmemesi, arıza yönetimini manuel ve dağınık bir sürece dönüştürerek süreyi uzatır. Tüm bu faktörler göz önünde bulundurularak MTTR optimizasyonu planlanmalıdır.
MTTR Nasıl Düşürülür?
MTTR değerini düşürmek için stratejik ve sistematik adımlar atılması gerekir. Bu süreç, bakım ekibinin ötesinde tüm paydaşların katkısıyla yürütülen bütüncül bir iyileştirme yaklaşımını gerektirir
Önleyici Bakım Stratejileri
Düzenli ve planlı bakım programları sayesinde ekipmanlar arıza yapmadan önce kontrol edilerek potansiyel sorunlar tespit edilebilir. Böylece arıza yaşandığında süreç daha hızlı çözümlenebilir. Önleyici bakım, MTTR’yi dolaylı olarak düşürerek sistemin genel sağlığını da iyileştirir.
Kestirimci Bakım Uygulamaları
Sensör verileri ve yapay zeka destekli analizlerle çalışan kestirimci bakım sistemleri, arızaların ne zaman ve nerede olabileceğini önceden tahmin eder. Bu yaklaşım sayesinde bakım ekipleri hazırlıklı olur ve müdahale süresi kısalır. Kestirimci bakım, MTTR’yi minimize etmenin en etkili yollarından biridir.
Dijital Bakım Takibi ve Otomasyon
Dijital sistemler üzerinden bakım taleplerinin yönetilmesi, ekiplerin iş emirlerine anlık erişim sağlaması ve arıza geçmişinin dijital ortamda analiz edilmesi; süreci hızlandırır. Otomatik uyarı sistemleri, müdahale sürelerini azaltırken, raporlama araçları da sürekli iyileştirme için veri üretir. Böylece hem arıza yönetimi hem MTTR kontrol altına alınır.
Dijital Dönüşüm ile MTTR İyileştirme
Dijital dönüşüm, MTTR değerlerini düşürmede dönüştürücü bir rol üstlenmektedir. IoT sensörleriyle donatılmış makineler, arıza belirtilerini anlık olarak izleyebilir ve bakım ekiplerine otomatik bildirim gönderir. Bu sayede müdahale süreci hızlanır ve insan hatası riski azalır.
Ayrıca, büyük veri analitiği ve yapay zeka teknolojileri ile geçmiş arıza verileri analiz edilerek onarım sürelerini etkileyen en kritik faktörler ortaya çıkarılır. Dijital ikiz uygulamaları, ekipmanların dijital ortamda simüle edilmesini sağlayarak, potansiyel arıza senaryolarına önceden çözüm geliştirmeye olanak tanır. Bu teknolojik altyapı, MTTR’yi sadece ölçülebilir değil, yönetilebilir bir metrik hâline getirir.
AI Agent Sistemleri ile MTTR Optimizasyonu
AI agent sistemleri, MTTR optimizasyonunda gerçek zamanlı analiz ve karar desteği sunarak süreci reaktif olmaktan çıkarıp proaktif hale getirir. Bu sistemler, arıza verilerini anlık olarak izler, makine geçmişini değerlendirir, müdahale önerileri üretir ve gerektiğinde otonom eylemler gerçekleştirebilir.
Örneğin, bir AI agent, ekipmanın sıcaklık ve titreşim verilerini analiz ederek arıza sinyalleri tespit edebilir, bakım ekibine bildirim gönderebilir ve hatta bazı durumlarda sistemi otomatik olarak güvenli moda alabilir. Böylece onarım süresi kısalır ve MTTR değeri düşer. Bu yaklaşımlar, zaman tasarrufunun yanı sıra kaynakların ve iş gücünün daha verimli kullanılmasına da katkı sağlar.